A Small Survey of Food Safety Practices by Frozen Vegetable Suppliers
A glimpse into the practices of the frozen-food supply chain

In the past 10 years, inordinate amounts of individually quick frozen (IQF) vegetables sold to the retail food industry have been found to be contaminated with microorganisms of the Listeria spp. In 2016, the U.S. Food and Drug Administration (FDA) rolled out the Food Safety Modernization Act (FSMA) final rule guidance for the fresh-cut produce industry. The Produce Safety rule establishes, for the first time, science-based minimum standards for the safe growing, harvesting, packing, and holding of fruits and vegetables intended for human consumption.1 In 2017, the American Frozen Food Institute (AFFI) published guidance for the control of Listeria monocytogenes for IQF vegetable producers. This guidance presents more than 100 recommendations for food manufacturers aimed at L. monocytogenes control.2 Despite these highly prescriptive guidelines, there have still been recalls due to vegetables contaminated with L. monocytogenes. In 2016, there was a nationwide recall involving IQF corn and peas.3 In 2017, there was an international recall due to potentially contaminated broccoli.4 In 2018, there were multiple international recalls, one due to contaminated IQF potatoes5 and the other due to IQF vegetable blends.6
The question arose: If the IQF vegetable suppliers cannot adequately control Listeria spp., how do they control other harmful microorganisms? What needed to be done to find appropriate raw materials to adequately supply the retail food industry with wholesome ingredients? A study was performed to ascertain the capabilities of 11 IQF vegetable suppliers of a single international food manufacturer to control the hazards in the materials purchased. The study contains data obtained from these IQF vegetable suppliers between 2011 and 2020, including microbiological results, data from trip reports, and supplier surveys. The information uncovered by this study may lead to reductions in supply chain interruptions, increases in the quality of raw materials, higher compliance with FSMA rules, and more readily available materials for extended runs for this group of suppliers and possibly for others who share similar issues of process control. Another advantage of this study will be the further clarification of vegetable supplier audits. This project was divided into four stages: data collection, supplier interaction, data analysis, and deliverables.
Presented here are the findings from an examination of the supplier survey. At the time of this examination, visits to these facilities were not feasible. The survey was used to answer basic food safety questions and determine the next steps for this group of suppliers.
Study Objectives
The objectives of this study were the following:
- To accurately assess the capabilities of selected IQF vegetable suppliers. There were investigations as to how the microbiological risks were controlled within the IQF vegetable producer’s factory. Questions asked to determine whether all blanching procedures were identical. Most importantly, there were inquiries into the proper validation of the blanching process.
- To determine the competence of the IQF vegetable suppliers regarding FSMA regulations.
Supplier Questionnaire
The suppliers were sent a questionnaire to identify how they controlled the microbiological risks within their factory. The questionnaire included the following questions:
- What commodity do you produce?
- Are your microbiological specifications current?
- What do you hope to achieve with your blanching process?
- Is your blanching process considered a Critical Control Point (CCP)? If so, is it a validated process?
- What organism is your process validated against?
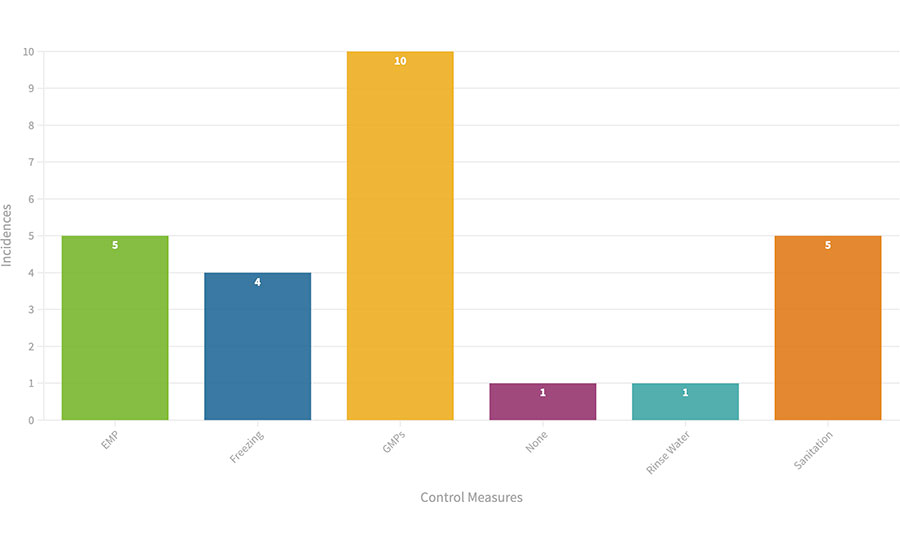
- How do you prevent recontamination, postblanching?
Study Findings
The answers from the questionnaire provided insight into the control, or lack thereof, in the raw material suppliers’ factories. There were many revealing answers. In answering question 2, only 65 percent of the suppliers had specifications that were up to date. There were suppliers with specifications dating back to 2003.
In answering question 3, the answers ranged from “peroxidase and catalase inactivation” to “microbiological control” to “both microbial and enzymatic control.” These answers brought out many follow-up questions, such as “If your blanching process only inactivates enzymes, how do you control the biological hazards identified in your Hazard Analysis and Critical Control Points (HACCP) study?” Answers ranged from “this is a not-ready-to-eat product” to “finished product testing” to “Good Manufacturing Practices (GMPs)” to “an environmental monitoring program (EMP)” to “a Tsunami® rinse” and back to the blanching process. While these answers work well in conjunction with other processes in a food safety management system, none of them can function as a stand-alone control measure.
For the responders who stated that the blanching process was in place to control microorganisms, the follow-up questions 4 and 5 yielded replies stating that the only CCP in their process was metal detection. Once again, this answer shows no control of biological hazards identified in their HACCP plan. Although there were a few suppliers who listed the blanching process as a CCP in their HACCP plan, more provided little evidence of adequate blancher validation, and some did not even have blancher validations. There were suppliers who validated their blanchers against the wrong organisms, such as aerobic plate count and Enterobacteriaceae. Blanchers must be validated against a particular organism, like L. monocytogenes or Salmonella spp. Many of the blancher validations were done in-house. It is recommended that blancher validations be conducted by a third-party laboratory or by an expert at microbiological validation studies.
Looking for quick answers on food safety topics?
Try Ask FSM, our new smart AI search tool.
Ask FSM →
The answers to question 6 were as varied as the previous responses. Figure 1 shows the variety of answers.
As stated previously, with the achievements of the blanching process noted in the answers to question 3, these actions done in conjunction with other actions in the food safety management system are adequate. When performed in isolation, there is a higher probability of a food safety failure.
What Can We Take Away from These Findings?
How sophisticated is the supplier knowledge base?
From the varied answers in the survey, it appears as if the suppliers’ knowledge base lacks some of the fundamental items needed for a complete food safety management system—one that can detect, prevent, and eliminate food safety issues, in this case microbiological pathogens. There need to be trainings that address these deficiencies. The trainings should be tailored to each individual supplier, based on commodity, factory conditions, and, most importantly, attitude toward improving food safety.
How are the risks controlled?
The risks are not completely controlled. We do not know if the risks are completely controlled at the blancher step, because the blanchers have not been properly validated. For many of the suppliers, there is not adequate control at the postblanching step. There should be more of an emphasis on cleaning, proper equipment maintenance, and traffic flow at this crucial part of the process to eliminate the possibility of recontamination of the blanched product.
Are the blanching procedures universal?
This question was answered quickly. The blanching procedures are commodity specific, and in most cases, they are supplier specific. Most blanching protocols are designed to inactivate catalase and peroxidase activity. They are focused on organoleptic qualities of color and texture, while microbiological reduction is viewed as a bonus.
Are the blanching processes properly validated?
While none appeared to be properly validated, there were factories that were one small step away. There were factories that had blanchers validated against the wrong microorganisms. Some validations were not performed by qualified individuals. Some factories did not have their blanchers validated at all.
How is postprocess contamination prevented?
Suppliers did not have a consistent answer. Some of the answers would be sufficient in conjunction with other practices, but none of the answers by themselves were sufficient to prevent or eliminate postprocess contamination. A complete EMP alone is not sufficient to eliminate postprocess contamination. The EMP will give you only the information that you need to battle contamination. GMPs will give you the building blocks to create a comprehensive food safety management system, but they can’t stand alone in fighting postprocess contamination. Freezing and rinse water can be somewhat effective in combination with other prevention measures.
The survey answers revealed that there is a lack of sophisticated knowledge by the IQF vegetable suppliers in managing and executing an effective food safety system. There needs to be a unified training process for vegetable growers that produce product in the IQF category. There have been numerous outbreaks and recalls within this industry that may have been prevented by the implementation of an effective food safety management system. Many of the suppliers surveyed are small to medium-size operators who may not have the proper resources or knowledge or may not prioritize the need for a complete and sophisticated food safety management system. Trade associations, such as AFFI, are welcome resources for these much-needed trainings. The training void could also be filled by larger third-party stakeholders that have this capability or by professional food safety consultants who are willing to take on this arduous task.
References
- https://www.fda.gov/food/food-safety-modernization-act-fsma/fsma-final-rule-produce-safety.
- https://affifoodsafety.org/lcp/advanced-search/.
- https://www.fda.gov/food/outbreaks-foodborne-illness/fda-investigated-listeria-outbreak-linked-frozen-vegetables.
- https://www.fda.gov/safety/recalls-market-withdrawals-safety-alerts/barberi-international-inc-recalls-frozen-ajiaco-due-possible-health-risk.
- https://www.fda.gov/safety/major-product-recalls/2019-recalls-vegetable-products-associated-mann-packing-co-inc-due-potential-risk-listeria.
- https://www.fda.gov/safety/recalls-market-withdrawals-safety-alerts/barberi-international-inc-recalls-frozen-ajiaco-due-possible-health-risk.
Michael V. Wood, Ph.D., is a food safety leader with The Kroger Company and can be reached at Michael.vwood1@gmail.com.









