How food processors can fight cross-contamination
Processors must have a detailed plan and execute it properly to prevent big problems.

Protective clothing such as gloves, hairnets and gowns or aprons helps prevent cross-contamination in food plants.
Photo courtesy of Alchemy Systems

Training employees on the proper handling of product and proper cleaning of production lines helps fight against cross-contamination.
Photo courtesy of Fortress Technology
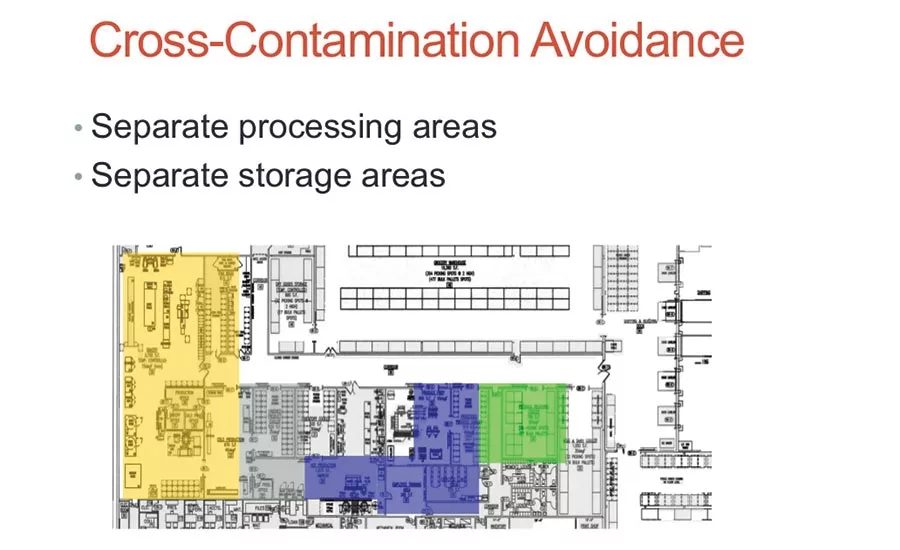
A sample blueprint showing how separate processing and storage areas can help prevent cross-contamination.
Photo courtesy of Food Plant Engineering

On production lines that require workers to sort materials by hand, protective clothing helps prevent allergens and pathogens from contaminating food.
Photo courtesy of Alchemy Systems
Picture a load of potatoes.
They’re checked in at the front gate, where a security guard matches the driver’s credentials to a list of expected deliveries. From there, they are delivered to the loading dock, where employees double-check the manifest, inspect the trailer to make sure it has no rust or cracks, unload the potatoes and store them in the raw materials area, taking care to ensure they aren’t stored near the milk powder.
When it’s time for the potatoes to be used, they’re loaded onto a cart and walked through the facility, carefully along the prescribed path to avoid possible contamination from other materials being used in food production. They arrive at their destination and are unloaded into a hopper.
Then, you discover that an employee was previously handling raw chicken and failed to properly wash his or her hands or forgot to put on gloves. Or possibly, the employee took a detour on the way to the production line and accidentally walked through an area where peanuts are being processed.
Or you get a call from the supplier, informing you that it discovered the driver didn’t properly wash down its truck before hauling the potatoes, and it can’t guarantee that the potatoes aren’t contaminated.
Good news: You caught it before the finished product went out the door, avoiding a costly, reputation-damaging recall. Bad news: Any one of these scenarios or a million others can cause a cross-contamination issue that results in materials being thrown out or leads to a recall if it doesn’t get caught before the finished product goes out the door.
Avoiding these issues is possible and, in fact, is relatively easy to do. But to prevent cross-contamination in your plant, you have to consider every single step in the chain and do everything you can to ensure that none of the links are weak. Doing so requires examining material handling, production and overall operations considering how something can go wrong at every step, then designing a system aimed at avoiding those failures.
Looking for quick answers on food safety topics?
Try Ask FSM, our new smart AI search tool.
Ask FSM →
“The key thing that processors need to focus on is making sure that they limit the cross-contamination from raw to ready-to-eat product,” says Jeff Chilton, vice president of professional services for Alchemy Systems. “The plant design is the first part of it; the second part is the equipment design … a major consideration as well.”
People and product flow
When you start developing a plan to prevent cross-contamination, the starting point is to figure out how materials move through the facility. Due to various reasons — possibly the structure is a legacy plant or the floor was reconfigured to accommodate new processes — the most direct path usually isn’t the best, says Mark Redmond, president of Food Plant Engineering. So, grab a blueprint and a pen, and start drawing arrows.
“The first step is to get a full floor plan of your plant and then start mapping out the product flow,” Redmond says. “You have to start with the receiving side all the way through the finished goods side, so [you know] how materials come into the plant and then how it gets processed through the plant.”
When you have the product flow mapped out, look for intersections and other possible areas of cross-contamination. If milk powder is used only on the east side of the facility, then there’s no reason for it to travel through the west side of the facility. But it may cross over the same area as other materials when it comes out of storage, so a plan for avoiding contamination in that area is necessary.
“If they cross at different times and you’re sanitizing in between, then maybe that’s not a problem, and the standard procedure is to sanitize that area before they would cross,” says Redmond.
When you have your flow and your possible contamination points mapped out, then you can, as Redmond points out, decide on the best strategy for preventing cross-contamination. That strategy can and should change based on whether the materials flowing through the plant are in sealed packages or being moved in the open air. If milk powder is sealed in a bag inside a box, then the critical procedure is ensuring that there’s no leakage from the box before moving it through the plant. If there isn’t, then you can move it through the plant without contamination concerns, then open it when it arrives at the proper production area.
But if a product is being moved without being in some sort of sealed container, then you need to have a plan for avoiding cross-contamination. In some cases, it has to be sanitized between each product movement. In other cases, it can be that materials without allergens are moved first, then something like peanuts is only moved at the end of the day. Then, at the end of the shift, the area is sanitized and ready for products that have to be kept contamination free to be moved again the next day.
Production procedures
Moving peanuts at the end of the day is likely a familiar concept, because many processors already have production procedures in place that call for non-allergenic products to be run first and allergens to be the last run of the shift. After that last run, the production line is sanitized. But that’s not always possible. In those cases, there has to be a procedure in place to sanitize between production lines.
One possibility is using systems design and equipment capabilities to your advantage. As cross-contamination concerns have become a higher priority, equipment manufacturers are adapting to offer more ways for processors to be flexible in their production and cleaning procedures, says Steve Gidman, president of Fortress Technology.
“Twenty years ago, we were rarely asked to worry about [these] things,” Gidman says. “Now, you go into a cereal plant or even a candy plant, and they’ve got quick roll-out systems on rail lines, basically.”
These days, a production line can be designed so that components of it can be quickly disconnected and pulled out of service for cleaning. If necessary, a second set of those components can be ready to go and swapped in on the fly. While the first set is being cleaned, the second set is used to continue production, and then the process repeats itself. This method of cleaning can help minimize the risk of material hiding in pipes or the nooks and crannies of a specific piece of equipment.
“If it’s a conveyor belt? OK, [if] you can see it, you can clean it quite easily,” Gidman says. “But if it’s enclosed into a pipe system like liquids or a gravity system where you’ve got falling product going through a pipe with a reject valve, that’s all enclosed and virtually impossible to clean efficiently … It might have a peanut that just hangs up in the wrong place, and that could kill somebody.”
In addition to the ability to swap out components, manufacturers have adapted to help fight cross-contamination in other ways. Instead of tubular supports or struts being welded in multiple places, equipment is being designed with open supports and as few welds as possible. Not only does that make it easier to identify potential problem spots for material to collect, it makes it easier and faster to sanitize it properly. If sanitation employees have open areas and smooth surfaces to work with, they can more efficiently clean and sanitize equipment to reduce downtime or speed up the changeover process from one product to another.
While equipment and systems designs are offering more ways for processors to fight cross-contamination, the same concept applies to equipment as it does to the plant itself. Are there areas where products cross over? If so, you need a procedure in place for how to sanitize those areas in between materials moving through.
As an example, Chilton points out that a possible contamination point is the entrances to ovens. “Some of these ovens are designed where they only have one door,” he says. “So, you literally have to load raw product in to begin the cooking process. Then you’re going to have to pull that cooked product out that same door, so there’s the potential for cross-contamination.”
To fight against possibilities such as this, don’t stop diagramming product flow when it gets to the production area. Continue all the way through the packaging area to ensure procedures are in place every step of the production process to avoid contamination. You should be able to look at your material flow map and track an individual material at every step from arrival to departure as a finished product.
Employee efforts
It’s a cliché for a reason: A plan is only as good as the people who are carrying it out. You can draw all the diagrams and buy all the equipment you want, but neither one is going to prevent cross-contamination if employees aren’t doing what they’re supposed to do.
There are some pretty simple ways to help them out up front. Colored utensils—red for peanuts, white for eggs, green for materials that don’t contain an allergen risk, for example—can help employees quickly identify which tools they should be using to avoid cross-contamination. Restricted access can ensure that employees aren’t mistakenly carrying materials on their clothes or footwear into places they aren’t supposed to be. Clearly marked areas where employees or others visiting the facility have to put on gowns or wash their hands or shoes can also help avoid materials running amok in the facility.
If there’s construction going on, then it affects the cross-contamination plan in a couple ways. First, there will be outside workers coming into the plant, and you want to be sure they have a clearly defined path through the facility, so they aren’t tracking outside contaminants or contaminants from inside the plant into places they aren’t supposed to be. You’ll also want to sit down with the contractor before the project starts to be sure that things such as barriers and airflow are used to avoid dust from the construction area getting into production areas.
In terms of normal production, identifying the materials each employee would be expected to handle during a production shift is also important. If employees are spending all their time on a production line that doesn’t handle allergens, then they don’t necessarily need extra steps or protective gear beyond the facility’s standard safety procedures. But if they’re working on lines that involve multiple kinds of products, raw meat or allergens, then they need extra resources to ensure they’re not accidentally cross-contaminating anything, says Andrew Wood, corporate account manager, ASI Food Safety.
“Are they directly touching this allergen or, say, raw meat? Or is there some kind of barrier between them? Because if they’re touching this raw product, typically what will happen is they’ll have designated aprons and designated protective equipment, clothing and so on,” Wood says.
Also keep in mind, if a line is running an egg product and then a peanut product, or a raw meat product and then a vegetable product, it’s not just the equipment that has to be sanitized. Protective clothing should be sanitized or changed as well, because handling different products with the same gloves is a great way to transfer contaminants from one product to another.
All of these steps and the gear required, from color-coded utensils to protective clothing, have to be documented and incorporated in training as well. It may seem obvious to people who work on a line what gear is supposed to be used based on what is being processed, but new employees or those who are filling in when necessary still need to have a resource that explains it all and ensures they are following the procedures as written. If procedures are not written down in detail, then the odds that something goes wrong in practice increase exponentially.
In addition to fighting cross-contamination, documentation and training are critical to have in place when your procedures are undergoing review, whether from in-house safety personnel or outside auditors. As Wood points out, auditors generally don’t have much time, and you want to be sure that they can certify that you’re meeting the standards required by your policies and your customers’ requirements.
“We only have one day to really see what they’re doing,” Wood says. “If they have well-developed training programs and have documentation of training records, then we can say ‘OK, you successfully have a cross-contamination procedure. You have a training procedure that covers this.’”
The big picture
When you put all of these different pieces together, a plan to avoid cross-contamination begins to take shape. But even when it’s finalized and implemented, that doesn’t mean it’s complete. As it begins to be tested under the stress of production demands, areas where it can be improved or streamlined will most likely appear. The plan will need to be updated on a regular basis—typically annually—or when something significant changes, such as a new supplier or a replacement of production equipment.
When the cross-contamination plan is updated, make sure that everyone who might be involved, even somewhat tangentially, is informed. While it’s obvious to ensure that production and sanitation personnel are informed, back office or security personnel might need to be notified, especially if paths through the facility or access to certain areas are affected.
The odds are that the plan won’t be perfect, and it will require updating as weaknesses become apparent. But a comprehensive, detailed plan will make it possible to identify those weaknesses quickly and address them while they are minor instead of resulting in disaster when a product goes out with unidentified peanuts in it.
Ultimately, like most things in a food processing plant, it’s a balance between avoiding cross-contamination and being able to actually produce what you’re supposed to be producing. It is almost impossible to be perfect in avoiding cross-contamination, but identifying and prioritizing threats can help ensure that issues are contained within the plant instead of getting out the door.
“Sometimes, you have to make judgment calls and prioritize the relative risk and the probability of it occurring,” says Redmond. “There are things that might be low probability but very high risk. Or there might be things that are very high probability, but low risk. You have to look at both of those situations and evaluate them on a case-by-case basis, because you’re not going to be able to correct every problem that’s in the plant.”
For more information:
Food Plant Engineering,
www.foodplantengineering.com
ASI Food Safety,
www.asifood.com
Alchemy Systems,
www.alchemysystems.com
Fortress Technology,
www.fortresstechnology.com









