Operational Strategies for Safe and Efficient Food Manufacturing
From hazard prevention and statistical process control to predictive maintenance and downtime reduction, key strategies separate consistently safe, high-output facilities from those that merely pass audits

Food manufacturing operates at a pressure point where biological risk, regulatory obligation, mechanical complexity, and human performance converge simultaneously. A single temperature deviation in a cold chain, a cross-contamination event on a shared processing line, or an undeclared allergen in a reformulated product can cascade from the factory floor to a hospital ward.
The facilities that consistently produce safe food at commercial scale do so not by reacting to these pressures, but by building operational systems designed around them.
Some figures that support the need for operational excellence in food production:
- Annual cost of foodborne illness in the U.S.: $55.5 billion1
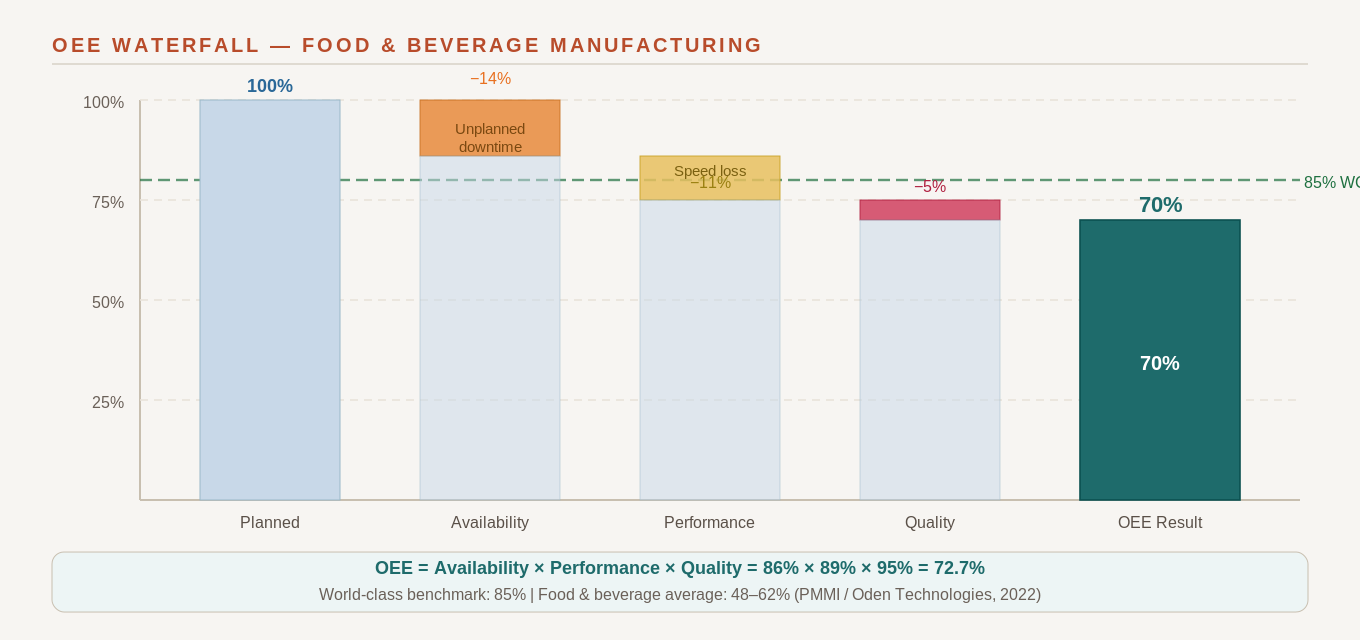
- Average overall equipment effectiveness (OOE) range in food and beverage manufacturing: 48–62 percent2
- 53 percent average OEE in food and beverage manufacturing vs 85 percent world-class2
- Cost multiplier of unplanned vs. planned maintenance events: 3–5 times3
- Average unplanned downtime cost per hour for FMCG manufacturers: $39,000.3
HACCP as an Operational Architecture, Not a Compliance Document
The Hazard Analysis and Critical Control Points (HACCP) system is the regulatory baseline for food safety in the U.S. under 21 CFR Part 117, the EU under Regulation (EC) No 852/2004, and Canada under the Safe Food for Canadians Regulations. Manufacturers who treat it purely as a documentation exercise miss its operational value entirely.
HACCP is a decision architecture. It forces manufacturers to identify exactly where in their specific process a biological, chemical, or physical hazard can cause harm and to install verifiable controls (Figure 1) at those points rather than relying on finished product inspection.
A canning operation producing 400,000 units per day cannot inspect its way to safety. It must control its way to safety.
HACCP interacts with broader programs beyond its own seven principles. Environmental monitoring using a four-zone sampling model, zone-based swabbing frequencies tied to facility risk category, and trend analysis to detect Listeria harborage before a product contamination event all operate alongside the HACCP plan.
A facility that runs HACCP in isolation from its environmental monitoring, allergen controls, and supplier programs has a plan, not a food safety management system.
Looking for quick answers on food safety topics?
Try Ask FSM, our new smart AI search tool.
Ask FSM →
Preventive Controls: Closing the Gaps HACCP Does Not Cover
The FSMA Final Rule for Preventive Controls for Human Food (21 CFR Part 117) expanded regulatory requirements beyond traditional CCPs to include allergen preventive controls, sanitation preventive controls, and supply chain-applied preventive controls.
Allergen cross-contact illustrates why: it can result from shared equipment, rework reintroduction, incorrect ingredient staging, airborne flour dust on open product, or mislabeled raw materials. No single CCP captures all these vectors.
An allergen preventive controls program (Figure 2) addresses these CCPs simultaneously through:
- Scheduling (i.e., allergen-free products run before allergen-containing products on shared equipment)
- Validated sanitation changeovers confirmed by ELISA testing to an action level of 10 ppm or lower for peanut protein
- Rework documentation that restricts allergen-containing rework to products with equivalent or greater allergen declarations.
Major allergens under U.S. law now include sesame, added under the FASTER Act effective January 1, 2023, as the ninth major food allergen.
For a technical breakdown of zone-based sampling design and corrective action thresholds, this overview of hygienic design principles for food equipment covers the regulatory and practical dimensions of building an EMP that supports preventive controls.
Statistical Process Control in Food Production
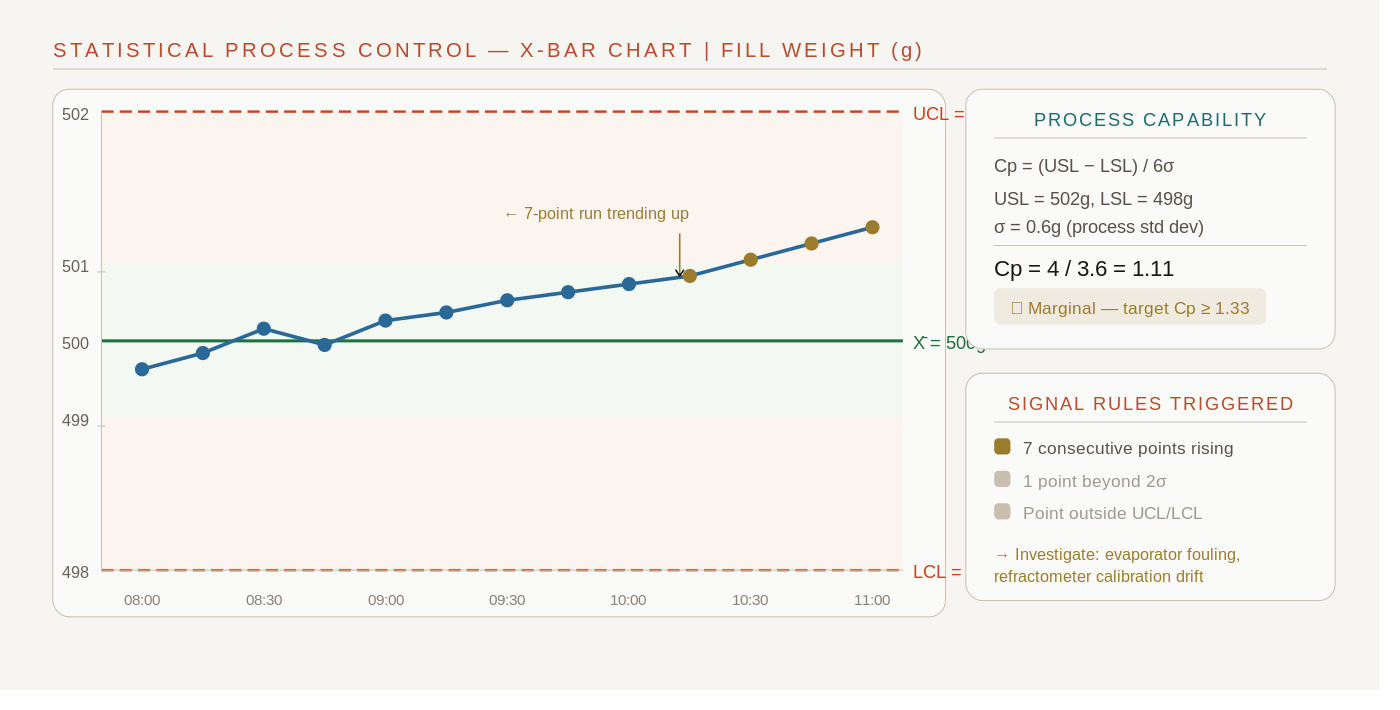
Statistical process control gives manufacturers the ability to distinguish between variation inherent in a stable process and variation that signals a process shift requiring intervention. The difference has both safety and economic consequences.
X-bar and R charts track continuous variables measured in subgroups, such as average fill weight sampled every 15 minutes on a packaging line. Cumulative Sum (CUSUM) charts detect small, sustained shifts and are better suited to fermentation temperature or pH monitoring in acidified foods. Also, p-charts track the proportion of nonconforming units per lot in attribute-based inspection such as seal integrity.
Hygienic Design as an Operational Control
Equipment that cannot be thoroughly cleaned cannot be made consistently safe. This is the foundational premise of hygienic design, governed by EHEDG standards and 3-A Sanitary Standards in North America.
Key principles include:
- All product-contact surfaces in 316L stainless steel in high-chloride sanitation environments
- Internal angles radiused at a minimum of 3/16 inch to eliminate soil trapping
- Self-draining equipment sloped to drain points
- IP69K-rated motors where wet cleaning is required.
Predictive and Preventive Maintenance
Unplanned equipment failure in food manufacturing is not solely an efficiency problem.
A failed pump seal creating product splashback to motor housings, a degraded gasket shedding fragments into a product stream, or a metal detector left uncalibrated through multiple shifts each create contamination vectors that did not exist when the equipment was functioning correctly.
Maintenance rigor and food safety outcomes are directly linked.
Preventive maintenance includes the replacement of food-contact gaskets and seals at fixed intervals, scheduled pull-strength testing of inline magnets, and calibration verification of CCPs like metal detectors and temperature sensors, regardless of observed condition.
These preventive maintenance items must link explicitly to the HACCP plan so the maintenance record serves as documented verification that equipment was maintained to support the validated food safety system (Figure 3).
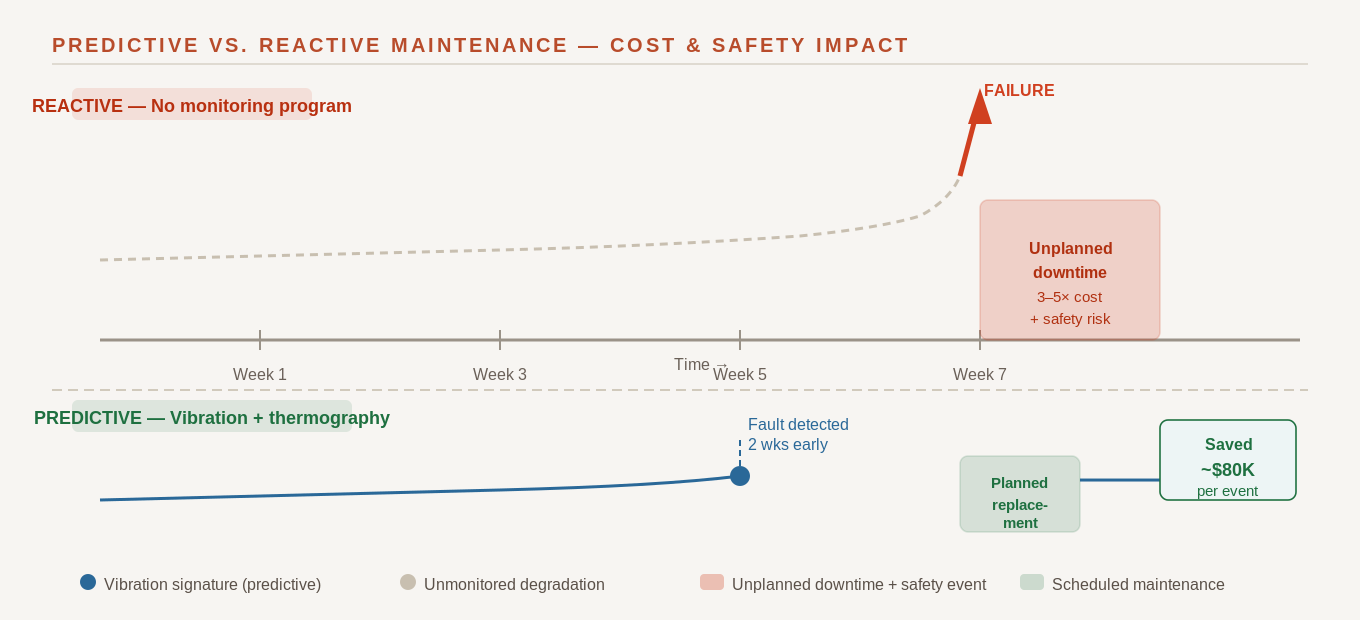
Predictive maintenance layers on top using real-time condition data across four core technologies:
- Vibration analysis to detect bearing and gear wear signatures weeks before mechanical failure
- Infrared thermography to identify elevated temperatures in motor housings and steam systems
- Ultrasonic detection for compressed air leaks and early bearing defects
- Motor current signature analysis to flag winding degradation before failure.
With the average OEE in food manufacturing lagging significantly behind the world-class benchmark of 85 percent, there is a clear mandate for more robust reliability systems. To help manufacturers navigate this challenge, the asset management specialists at Verdantis have authored a detailed analysis of industrial downtime reduction strategies.
The guide provides a roadmap for integrating maintenance rigor directly into the facility's food safety architecture, ensuring that equipment reliability supports rather than compromises compliance outcomes.
OEE and Downtime Reduction on the Plant Floor
Overall equipment effectiveness measures production performance across three dimensions.
The world-class benchmark of 85 percent contrasts sharply with the 48–62 percent average observed in food and beverage manufacturing, representing significant recoverable capacity in most operations without any capital investment (Figure 4).
Downtime reduction requires different strategies for different loss types. For unplanned stoppages, structured root cause analysis using the "Five Whys" or Ishikawa methodology, applied to every stoppage exceeding 15–30 minutes, converts reactive maintenance into a knowledge base that prevents recurrence.
For planned downtime, Single Minute Exchange of Die (SMED) principles separate changeover activities into internal (line stopped) and external (preparable while running).
Format parts being staged, pre-cleaned, and pre-verified off the line while the previous SKU runs to completion routinely cut changeover time by 40–50 percent.
Supply Chain Traceability: Compliance and Risk Management
The U.S. Food and Drug Administration's (FDA's) Food Traceability Final Rule (21 CFR Part 1, Subpart S), with a revised compliance deadline of July 20, 2028, requires businesses handling foods on the Food Traceability List to maintain Key Data Elements at each Critical Tracking Event in the supply chain (Figure 5).
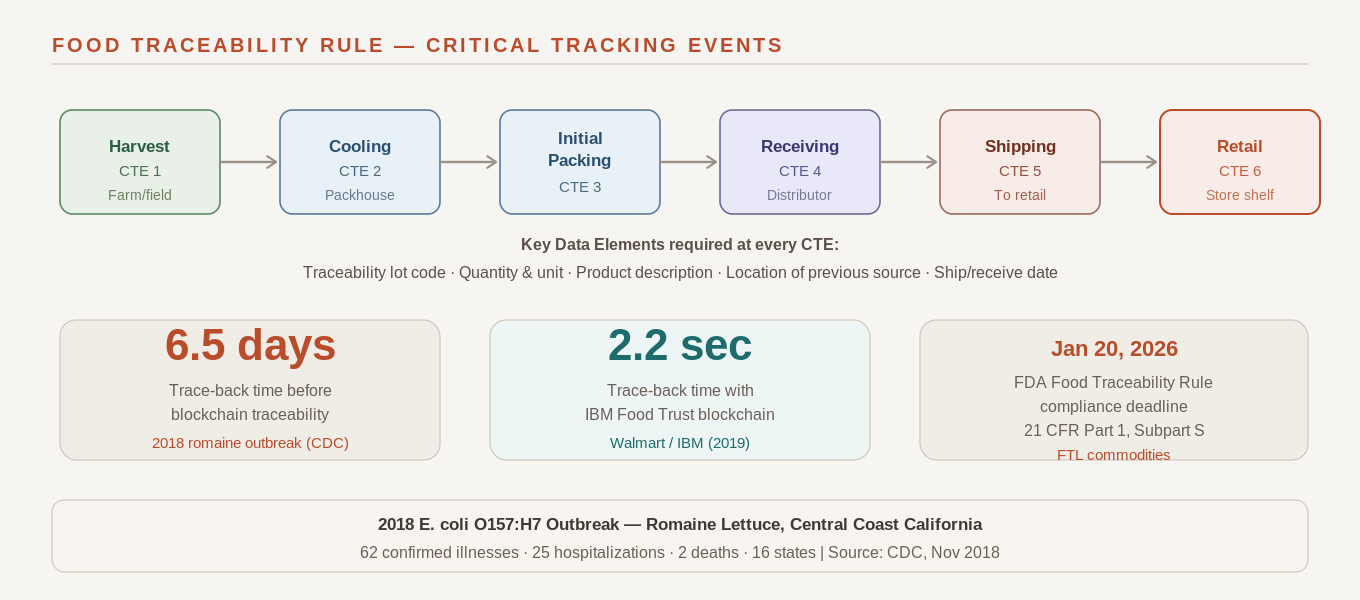
For manufacturers sourcing leafy greens, fresh tomatoes, shell eggs, nut butters, or fresh-cut produce, this is now a legal obligation with specific record format and retention requirements.
For a detailed look at how the Food Traceability Rule's Key Data Elements apply to specific food categories, this overview of the FDA Food Traceability Rule and FSMA 204 compliance covers what records are required at each Critical Tracking Event.
Workforce Competency and Food Safety Culture
Every technical system described in this article depends on people operating it correctly. A HACCP plan that exists only in binders, a preventive maintenance program that lives in software no one opens, and a sanitation standard operating procedure (SSOP) that operators follow only during audits are paper controls, not operational ones.
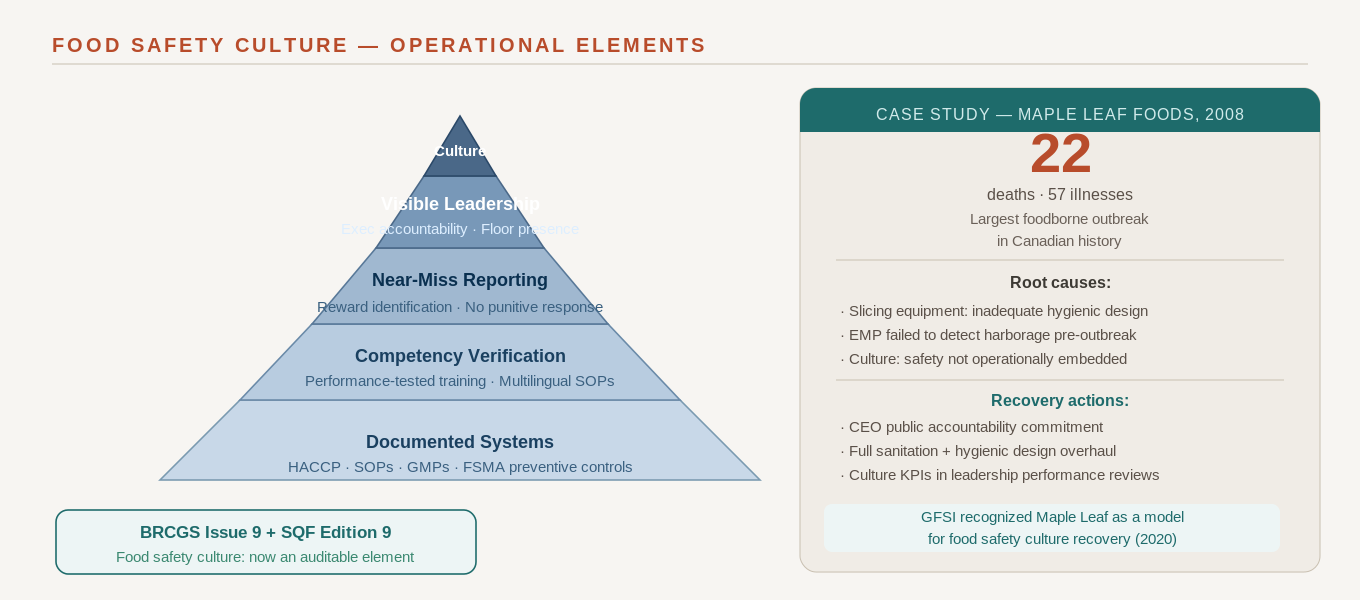
BRCGS Issue 9 and SQF Edition 9 both treat food safety culture as an auditable operational element, with specific scoring criteria across visible leadership, communication, employee engagement, and awareness (Figure 6).
Operationally, culture is built through competency-verified training rather than attendance-based training, near-miss reporting systems that reward hazard identification rather than penalizing the reporter, and multilingual SOPs and monitoring forms in facilities with diverse workforces.
FDA inspection observation data shows a direct correlation between language barriers in food safety communication and higher rates of GMP deviations.
Integrated Pest Management, Cold Chain, and Food Defense
Integrated pest management (IPM) replaces reactive pest control with an active monitoring network: mapped rodent bait stations recorded by device and date, insect light traps at strategic interior locations, and pheromone lure traps in dry goods storage, generating trend data.
Increased catch at a specific station triggers targeted inspection before an infestation occurs, rather than after it becomes an issue. BRCGS, SQF, and FSSC 22000 auditors treat unresolved pest activity near product zones as a critical finding.
Cold chain management requires:
- Data loggers to record temperature at defined intervals throughout every shipping unit
- Real-time IoT sensors to enable corrective action during transit
- Documented disposition decision trees for any excursion, referencing validated pathogen growth model data from FDA's Pathogen Modeling Program or ComBase.
The FSMA Final Rule for Mitigation Strategies to Protect Food Against Intentional Adulteration (21 CFR Part 121) requires covered facilities to conduct CARVER+Shock vulnerability assessments. These assessments score process steps across Criticality, Accessibility, Recuperability, Vulnerability, Effect, Recognizability, and Shock. The highest-vulnerability points are bulk liquid receiving tanks accessible from the outside, open mixing operations handling large volumes, and manual secondary ingredient additions.
Mitigation includes locked manifolds with tamper-evident seals, two-person authorization for critical ingredient additions, and camera-monitored addition areas.
The System is the Strategy
No single operational strategy makes food safe.
HACCP without hygienic design equipment produces monitoring records from surfaces that cannot be adequately cleaned. A predictive maintenance program disconnected from the HACCP plan leaves calibration records outside the food safety system they support. An allergen program without rework documentation misses one of the most common cross-contact pathways.
What distinguishes consistently high-performing food manufacturers is integration: sanitation, maintenance, production, scheduling, quality, and food safety teams all sharing data, accountability, and consequences. The regulatory frameworks, from FSMA preventive controls to GFSI scheme requirements, are built around this integrated model.
Facilities that build it find that regulatory compliance and operational efficiency are not competing objectives. They are structurally the same objective, pursued through the same means.
References
- U.S. Department of Agriculture, Economic Research Service (USDA-ERS). "Cost Estimates of Foodborne Illness." Last updated December 3, 2025. https://www.ers.usda.gov/data-products/cost-estimates-of-foodborne-illnesses.
- Llumin. "What is Food & Beverage Manufacturing OEE?" Llumin blog post. https://llumin.com/blog/what-is-food-beverage-manufacturing-oee/.
- Johnson, E. "The True Cost of Downtime." Siemens. April 3, 2023. https://blog.siemens.com/2023/04/the-true-cost-of-downtime/.
- Devonshire, J. "World-Class OEE: Industry Benchmarks From More Than 50 Countries." Evocon. July 23, 2024. https://evocon.com/articles/world-class-oee-industry-benchmarks-from-more-than-50-countries/.
- U.S. Centers for Disease Control and Prevention (CDC). "2018 E. coli Outbreak Linked to Romaine Lettuce B." January 9, 2019. https://archive.cdc.gov/#/details?url=https://www.cdc.gov/ecoli/2018/o157h7-11-18/index.html.
- Global Food Safety Initiative (GFSI). "A Culture of Food Safety: A Position Paper from the Global Food Safety Initiative (GFSI)." November 2018. https://mygfsi.com/wp-content/uploads/2019/09/GFSI-Food-Safety-Culture-Full.pdf.







