A Proactive Approach to Foreign Material Prevention and Detection
A robust risk assessment must be completed for each ingredient and processing step to reduce foreign material risks

Foreign material is a class of defects that are likely to occur in most, if not all, food products. This material is a significant source for food industry recalls and product holds in manufacturing plants. Foreign material can be naturally occurring (intrinsic) or non-naturally occurring (extrinsic) through growing, harvesting, storage, and manufacturing.
A robust risk assessment must be completed for each ingredient and processing step to reduce foreign material risks. Numerous approaches exist for detecting and removing foreign material; however, there is no single system for all food types. A multi-system approach is typically the best method when designing food safety programs.
Types of Foreign Material
Intrinsic foreign material includes defects that are typically found in an ingredient or food. Examples are bone in meat and poultry, pits in stone fruit, stems in vegetables, etc. Growing and harvesting can be sources of extrinsic foreign material (stones, glass, metal, sticks, etc.), especially for food that is grown in or near the ground. Anything that is present in the field can be picked up depending on the harvesting equipment. This equipment usually removes some items, but not all. Examples of foreign material types and sources are listed in Table 1.
Table 1. Examples of Typical Foreign Material in Food and Systems of Detection
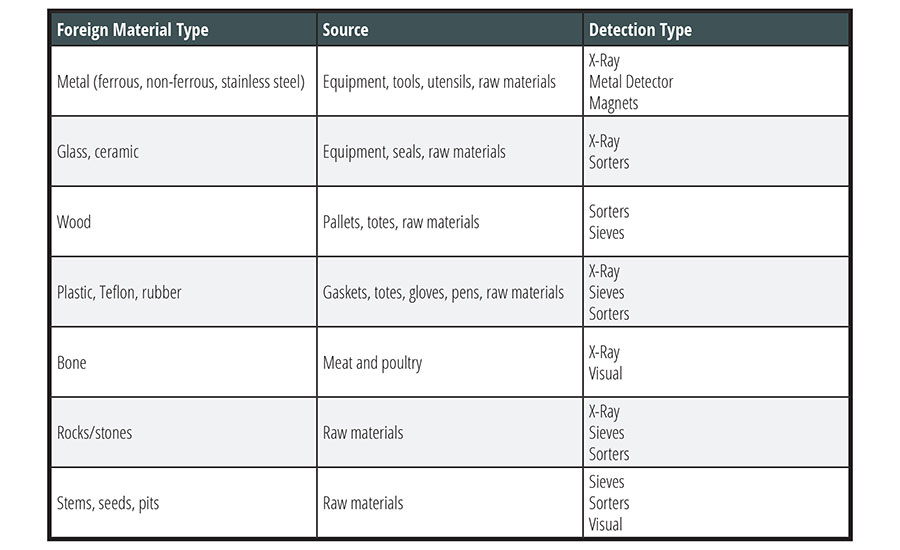
Preventing these substances from entering the manufacturing plant in raw materials through Supplier Verification Programs is critical to reducing the overall risk. Additionally, with known foreign materials it is important to sort/screen prior to food entering the batching area of the plant. If these materials are removed from ingredients before they enter the plant, then the number of holds and downtime are reduced.
Faulty equipment assembly and poor maintenance can also lead to extrinsic foreign material. In these situations, misalignment can result in metal wear, gasket fraying, etc. Preventive maintenance is a key element in developing an effective foreign material control plan. Additionally, good engineering practices must be followed, as repairs themselves can be a significant source of foreign material if not properly controlled.
Detection Systems
Detection systems feature different levels of capability and sensitivity for specific types of foreign material. A foreign material risk assessment must be completed to map out all sources and types of foreign material. Devices are then selected to control the specific risk(s) identified. It is important to understand the product attributes at different stages of the process map because device performance can be compromised depending on product aspects including recipe, format, temperature, production rates, etc. Often, a series of devices and measures are used to build a comprehensive foreign material control program. Typical devices used are also listed in Table 1.
Looking for quick answers on food safety topics?
Try Ask FSM, our new smart AI search tool.
Ask FSM →
Operating these devices at optimal detection levels requires diligent validation and verification. It is important to validate the level of sensitivity of the device in the product being inspected, using the foreign material(s) of concern. Additionally, since these devices can be susceptible to drift, it is necessary to verify sensitivity during production, usually at startup, every 30 minutes (can vary depending on risk tolerance of the company), and at the end of the run.
Each detection device will need routine maintenance to ensure the health of the equipment. A well-maintained device will ensure that the original design intent is being met, including adherence to the sensitivity thresholds identified as part of the foreign material risk assessment. When using X-ray, low-density foreign material is more difficult to detect and, therefore, can be used to challenge the equipment's sensitivity over time and provide an indication of equipment health. For other methods of detection, the most difficult-to-detect foreign matter should be used for challenging performance, which will vary depending on the detection criteria and capabilities of the detection system.
Waste stream analysis
One item that requires significant attention is waste stream analysis. This insight is one of the best tools in identifying a risk, reducing the scope of the potential issue, and preventing reoccurrence. Numerous areas are available for waste stream analysis including collection of material that is rinsed with air or water of empty primary packaging materials, sieves and screens in product and water streams, filters for air lines, kickouts from X-ray or other devices, etc.
Timeliness of waste stream analysis is critical. The faster an issue is identified and corrected, the better. Delaying the analysis until the next shift or day can result in larger product holds and supply chain disruption. Holding and sorting large quantities of product is not desirable. It is much better to catch issues early and discard a small amount of product, followed by recleaning/sanitizing the line. Using root-cause analysis tools, like fishbone diagrams and "five whys," are effective ways to uncover the source.
Having waste stream and root-cause data easily accesible in digital format allows for incident trending. These analytics can help drive prevention and prediction of foreign material events by guiding process control parameter setting and ensuring that actions are taken to minimize event occurrence and magnitude.
Process Mapping
Having a clear understanding of the manufacturing process and all materials used in or on equipment is extremely helpful. Handheld X-ray florescence (XRF) technology can be used to map all metals in the process, thereby improving the efficiency and effectiveness of investigations surrounding a foreign material event. These devices are used to perform non-destructive elemental analysis, based on the unique absorption/florescence of each element or metal alloy. These tools can narrow the potential source of the metal as originating from within the plant or outside it (e.g., supplier, bulk ingredient transportation container). If the foreign metal matches items in the plant's metal library, then the potential location can be identified. Obviously, items can originate from both raw materials and inside the plant; however, metal mapping followed by teardown of equipment can verify metal wear or missing components on the line. If wear is not evident and all components are intact, then the logical source of origin is outside of the plant.
Gaskets are another common source of foreign material. Some plants (i.e., dairy) can have more than 100 gaskets across an individual line. Gasket material varies depending on use. Retaining a library of all types and locations of gaskets is helpful during an investigation of gasket-related issues. Metalized gaskets can be used for connections that aredemonstrating gasket wear at a higher rate. They can be detected by food safety devices such as metal detectors (or X-rays, depending on gasket material) and corrected before a significant problem emerges. In plants with many gaskets, it is ideal to employ colored gaskets in different departments to facilitate the investigative process in the event of a finding.
Burst Limits
Burst limits are a sensitive subject and should not be used, unless there is a thorough knowledge of all foreign material risks and process control is well established. In this scenario, random defects may be detected during a run that may not require the line to shut down. For example, an X-ray detects a small piece of bone in meat and poultry processing. In this case, all kickouts must be quickly screened for type, size, and shape of the material. If the material is deemed a food safety hazard, such as choking hazard, a cause of dental damage, or a sharp that could puncture various body parts, then the line must be shut down and corrective action must be taken.
Examples of corrective action can be changing lots of raw material, flushing the line, and recleaning/sanitizing. If the item is not deemed a food safety hazard, then the line could run until a cluster or burst of this or a similar material is detected. An example is a total of three defects in two consecutive hours of production. In this case, the line would be shut down and appropriate corrective action would be taken, including holding back to the last check for further evaluation.
Flushing Lines
At times, the source of a foreign material cannot be immediately identified. In this case, it is still important to take action. Some plants may change lots of raw materials and flush/clean the line to remove any foreign material in case something is wedged in the line. If possible, it is beneficial to screen the product being purged. Additionally, sieving the effluent of water and cleaning chemicals can be used to catch any foreign material remaining in the line.
A visual check is still necessary to verify that the line is intact. Some lines have portions that are not easily dismantled for inspection. In these cases, it is important to find a solution so that the entire line can be visually inspected. One solution might be a borescope, or redundant sections with an appropriate divert to minimize downtime.
Avoiding Foreign Material Contamination
Foreign material is a serious concern in food plants. These items can originate from raw materials, transportation, storage, and the food production plant itself. A thorough risk assessment of all aspects of food production—raw materials to finished products—is required.
Preventing foreign material from entering the food plant through Supplier Verification Programs is the first line of defense. The next critical preventive measure is to understand every type of potential foreign material and their locations inside the plant. Mapping the type of foreign material, followed by waste stream analysis, are effective tools in investigating and quickly resolving these issues.
These tools, as well as a robust preventive maintenance program, can help reduce product holds and line stoppages for these unwanted hazards.
Kurt E. Deibel, Ph.D., is Vice President of Food Safety and Quality for North America at The Kraft Heinz Company. He is also a member of the Food Safety Magazine Editorial Advisory Board.
Joy Alvia is a Chemical Engineer working in quality engineering at The Kraft Heinz Company. She is also a Lean Six Sigma Black Belt.







