Ingredient Challenge Studies: A Recipe for Assuring Food Safety
Food laws and regulations throughout the world mandate that manufacturers of foods and ingredients produce safe and wholesome products. The products that are manufactured must be of acceptable quality and be produced at a reasonable cost. If they are products manufactured for the retail market, they must be appealing in another way; consumers must feel comfortable with the products that they buy. They must also meet a consumer need, whether that need is for fresh, organic, or healthy products or for one of the dozens of other criteria that determines what people purchase. This is why there has been such an expansion of products such as fresh-cut vegetables, fresh pastas, and natural foods.
Consumers are willing to pay for these value-added products, believing rightly or wrongly, that these products are better for them and more flavorful. This quest for fresher foods has created more than one headache for food scientists and, unfortunately, more than one public health issue. If a product’s health or wholesomeness is questionable, the product and related products will be rejected by the consumer. In the wake of the spinach outbreak of last September, sales of frozen and canned spinach also dropped, even though these products were perfectly safe. So the question is, where does the processor draw the line? How can an operator determine what kinds of processes and/or formulations will provide consumers, institutional users, and industrial customers with the products they want, but without laying themselves open to risk. The answer is building safety into the process. Assurance of safety is a combination of sanitation, understanding the microbiology, good manufacturing practices, good production practices, and proper packaging.
One tool that is employed is the microbiological challenge study. This type of study is a key element for evaluating changes in formulation and developing and validating processes designed to inhibit the growth of microorganisms, thus minimizing or preventing spoilage and assuring food safety. Many HACCP plans will incorporate such studies. It is an essential tool when it comes to evaluating formulations that incorporate so-called hurdle technology. The main goal of challenge studies is the determination of the combination(s) of process, formulation, and packaging which will provide the processor with safe, wholesome, and high quality products. Any time a new product is considered, an integral part of the development process is assuring the safety of new products. This holds true whether the new product is a line extension, uses new ingredients or is manufactured utilizing a new processing technology. Remember, food safety is the law, whereas quality is negotiable.
When it comes to developing the Hazard Analysis and Critical Control Points (HACCP) plan for new products, the team members may realize that they need more information to properly do their job. For example, they may not know how the process affects pathogens. They may need to conduct studies to determine what will happen to the product if there are pathogens present. Will the pathogens be destroyed or just inhibited? Studies to validate the HACCP plan will be required. These challenge studies, as noted above, should be an essential part of the development process and can be used to evaluate the effects of the process on both pathogens and spoilage organisms.
Challenging Preservation by Heat
Heat is probably the best and easiest way to protect our foods. The canning process was developed in 1811 and has grown to a multibillion dollar industry worldwide. Yet acceptance of canned products has dropped. Why? Food is perceived as not “fresh” enough. Unfortunately, consumers may not realize that canned or hermetically sealed products are among the safest of foods. Early canning operations were rather hit-or-miss. Salmon canneries in Sacramento in the mid-1800s used vats of salt brine. Sealed cans were placed in the hot brine and boiled for various times. They were then set aside. Those that did not explode were painted red and sold. Canning as a science had its beginnings in approximately 1920. As a result of several outbreaks of Clostridium botulinum poisoning from canned foods produced in California, Drs. Esty and Meyer began extensive work to better understand the organism. With the development of the formula for calculating thermal processes by Dr. C. Olin Ball in the 1920s, canning continued its evolution from an art to a science. Because canning is a fairly straightforward process, it is a good starting point for a discussion about challenge studies.
Several steps must be followed when doing any kind of challenge study when heat is the processing medium. These studies may be conducted to produce shelf-stable or extended shelf-life products. Operators must:
1. Define the medium. What is the product? Salts, acids, and other materials can affect heat resistance.
2. Select a target organism. If working with low-acid canned foods, the organism is usually one or more strains of C. botulinum and/or nontoxic Clostridia. Most researchers use a variety, for example, P.A. 3679 or a Clostridium sporagenes strain. Alternatives to heat will be addressed later. Obviously, toxic organisms can never be used in a processing facility. If one is looking at acid foods, juices or pickled products, it is always best to select an organism that has been isolated from spoiled product. This may entail more work as culturing the organism can be difficult. One “bug” that some processors may use are the butric acid anaerobes.
3. Be sure that the selected organisms have appropriate heat resistance. This is where many studies fail. If researchers produce a spore crop or a culture and do not spend the extra time and effort to establish heat resistance of the new culture, the results could, at best, be suspect or, at worst, lead to results which will be detrimental to food safety. This step is time-consuming, and will also can generate more work. If the culture does not have a certain level of heat resistance, the spore crop or culture will have to be regrown and the tests repeated.
4. Document the processing parameters. There needs to be a way to monitor product heating so that it can be incorporated into the process calculations.
5. Culture/recover media. If heated organisms are going to be recovered, the selection of the proper recovery medium is of utmost importance. Damaged organisms should be given every opportunity to recover and grow. Several tools are available to evaluate heat treatments. In a laboratory environment, one can use the three-arm flask, Thermal Death Time (TDT) cans, TDT tubes, a thermoresistometer, or simple test tubes or flasks. The data gathered from these laboratory studies should then be confirmed by field and/or pilot studies using product under simulated or actual processing conditions.
Although there is a movement towards nonthermal methods of heat preservation as a means of improving quality, heat is still the best, safest, and easiest process parameter to control. It is also the most understood. Understanding how to perform heating studies is essential. The greatest mistakes occur when people select the wrong organism and fail to characterize that organism fully before embarking on the work
Designing Challenge Studies
Heat is the simplest and easiest way to protect our foods. It is a highly effective and easily monitored parameter in industrial operations. Foods that are heat-processed, of which there are many, are rarely involved in outbreaks of foodborne illness. There have, however, been too many high-profile foodborne illness outbreaks in recent years. Investigations showed that none of the foods involved in the outbreaks were given a full, in-package thermal process by the processor, clearly showing the success of this method. Some of these outbreaks, associated products, and their apparent causes may be seen in Table 1.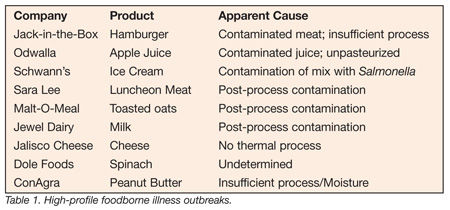
These problems and others have prompted the issuance of regulations (juice HACCP, for example) and have made the public more aware of microbiological food safety. Despite this great push toward assuring the microbiological safety of our foods, outbreaks continue to happen. However, the statistics do indicate that 90–95% of all foodborne illnesses are caused by mishandling in the home, in restaurants or in foodservice operations. It is not the processor who is the one at fault in most cases. It is, however, up to processors to do whatever they can to eliminate the remaining 5–10 %; use of challenge studies, many of which incorporate hurdles, is always the best solution. Since consumers cannot test food for safety, they expect that whatever they buy to be safe and wholesome at the time of purchase. Unfortunately, once food is in the hands of consumers, anything can (and does) happen. The principles used for thermal studies are perfectly valid when conducting a study in any other system. The study must consider the following:
• Existing food system or baseline
• End results
• Test organisms and inocula
• Processing parameters
• Test conditions
• Conditions for evaluation
• Potential for nonbacterial spoilage
• Hurdles used
• Packaging
• Legal issues
• Reality check
Existing Systems or Baselines. One of the most common reasons for a study to fail is operators not establishing baseline data for their existing products or processes. Processors should have full and complete databases on each and every product. This includes physical, chemical, and biological/microbiological data, plus variations. Operators should also have file data which was gathered during the product or process development. Why is this important? If there is going to be a change in a product, process, or package, one cannot evaluate how that change will affect the product without having the baseline information. For example, changing a package in a refrigerated food may affect the microbial flora, but without an understanding of the existing product, the change cannot be properly evaluated. If the package change encouraged the growth of lactic-acid bacteria, it might be good from a safety standpoint, but the growth of such organisms would probably affect flavor and consumer acceptance.
Part of this baseline is understanding the process and all its unit operations. The U.S. used to have a mushroom processing system called albuvac. Fresh mushrooms were treated with albumen in a vacuum chamber, blanched to set the albumen, canned, and thermally processed. The processor and the supplier of the system really did not fully understand the process, since failure to properly blanch and rinse mushrooms resulted in albumen leaching into the brine of the canned product during retorting. This reduced heat penetration and resulted in growth of major spoilage problems, leading to potential safety issues.
End Results. Whenever a change is contemplated or a study conducted, it is absolutely essential that the goals of the project be clearly defined. What is the objective, and how will this objective be measured or monitored? For example, I once had a boss who stated “Objective of the study was to gather data.” For what? Why? What are we to do with this data? Whether the project is driven by the marketing group, is being designed as a cost reduction, or as a means of improving the overall safety of the system or product, establishing clear and definable goals is an essential first step. These goals must be realistic and obtainable. One goal that is mandatory for some products and processes is the 5-log reduction for pathogens. It has been adopted by the regulatory groups, but is it a necessary step? This and the majority of the following issues can be grouped together in good experimental design.
Processing Parameters. When setting up any study, establishing processing parameters up front and making them realistic is also essential. For example, if an operation is filling pouches with a sauce product and the in-plant equipment and bag-makers specify that fill temperatures not exceed 180–185F. It really doesn’t make a great deal of sense, then, to conduct preliminary studies at temperatures in excess of the operating conditions in the plant. And beware the benchtop studies. They should be used to provide guidance, not definitive answers. What one learns at the bench can be applied to trial runs in the plant. Do not use these for final decision making.
Selection of Target Organisms. This is and will always remain a problem. The selection of a target organism and the appropriate inoculum level depends upon the product and process. If you are validating a new aseptic filling system for low-acid products, there are certain hard and fast rules that should be followed. To evaluate the product processing side, nontoxic Clostridia or spore-forming bacilli of defined heat resistance are needed. If the sterile zone and packaging material are to be sterilized with hydrogen peroxide, use Bacillus globigii and Bacillus stearothermophilus. It is recommended that you work with the in-house processing authority or use a recognized authority from outside. These are not systems that just anyone can validate.
With other products, good sense and reality should prevail. Unfortunately, one does not have to look too far for situations where common sense was ignored. A processor wanted to develop and market a line of pasteurized, refrigerated entrees and sauces in a vacuum bag. The products would be hot-filled, held in excess of 185°F for ten–twelve minutes and then quickly cooled. All natural ingredients were to be used. Because they were low profile pouches, they cooled quite quickly, as demonstrated using thermocouples. Whenever possible, the products were formulated so they had pH values of less than 4.6. Some were low-acid products, however. The products would be distributed and sold in the refrigerator case. The initial feeling was that simply using thermocouples would allow the processor to verify that the process would be adequate. The processor felt that inoculated studies were essential, however. The organisms selected were those that had been isolated from the same or similar products that had spoiled.
The study was designed so that there would be inoculated and uninoculated product. Incubation temperatures would be 35, 40 and 45°F. The latter would be considered an abusive condition. Their in-house expert insisted on the inclusion of proteolytic C. botulinum spores in the study and that one set of samples be incubated at 70°F. Rewriting the proposal to accommodate this request tripled the cost of the project. And what would it actually prove? That the processing parameters were inadequate to destroy C. botulinum, and that spores heat-shocked in a vacuum-packed product and incubated at 70°F will grow. The study would not prove anything. If the product would remain under refrigeration as it is supposed to, this organism would not be an issue. Common sense and reality need to be part of the equation. A 2006 outbreak of botulism was attributed at a pasteurized carrot juice that was not held under refrigeration.
Hurdles. Take care when formulating a product and incorporating ingredients that would constitute hurdles. If it is a product line extension or an improvement or modification of an existing product, use should be made of the preexisting baseline data. The importance of understanding the baseline data has already been emphasized. Ideally, researchers should seek to learn the effects on each individual component that constitutes a hurdle. They can then begin combining to determine the effects of the additional hurdles. Does one reinforce the other so that in combination the benefits of the individual materials are higher? This is important for a number of reasons. After safety, perhaps the greatest is cost. Why incorporate ingredients or additives into a food system when there is no real benefit? Some of the materials that are acknowledged as inhibitory are expensive. An expensive antimicrobial should not be used unless there is a real benefit.
Also, consider practical processing when conducting research that utilizes hurdle technology. Several years ago a group published a study demonstrating that acidifying mushrooms to various pH values would allow reduction in the amount of heat required to achieve commercial sterility. Since it was already known that organisms tend to become more sensitive to heat as pH drops, nothing new was learned. By suggesting that processors adopt such a system, they were, in reality, making the system more complicated and potentially more hazardous. Processors (the retort operators) would have had a range of processes from which to select. The potential for error would be increased. In the real world of plant operations, the simplest process is usually best.
Legal Issues. Challenge study design needs to take the realities of food law into consideration. Published work using ingredients which are either not approved for certain food uses or utilize materials at above allowable levels often seem like exercises rather than something of value. Why do people bother? Does it make sense to conduct a challenge study and determine that “...a formulation with 400 ppm nitrite inhibits C. botulinuiun beef franks,” or 1 percent benzoic acid showed excellent inhibitory effects against a certain yeast in a juice blend. The law in the U.S. prohibits the use of these compounds above a certain level.
Reality. Reality also means common sense and keeps recurring. Studies investigating microbial inhibition should always be designed to reflect the real world. First, studies pertaining to food safety and quality should address practical problems and not create (or imply) that others may exist. Second, studies should always address real-world situations. Again, don’t suggest that a problem exists where there is none. I see far too many examples of work that fails to address these basic premises. Here are a few examples, good and bad.
1. Ground product was inoculated with a high level of E. coli O157:H7 and given a mild irradiation treatment. The treatment only achieved a 3- to 4-log reduction. The presenter acknowledged that when this particular pathogen was found in foods, the levels were at most 0.3 organisms per gram. The process may not have destroyed all those inoculated, but it did inactivate much more than a normal meat product would have.
2. The author of a book chapter stated, “Botulism has been linked to coleslaw. . .”. The study to which the author referred was a feasibility study. There has never been an outbreak, but work conducted has shown that the organism could grow under certain abuse conditions. The text fails to cite the full article and simply leaves the statement as may be seen above. The implication in the textbook is that bagged, precut vegetables are a potentially hazardous product for botulism. This is not the case. A study at a major university reported that botulism could grow in packaged precut vegetables, but only under abuse conditions. The study also stated that the products would be obviously spoiled before toxin production. My concern is that someone will not read the full text of the report and may simply say, “Well, it could grow and is therefore a hazard.”
3. A few years ago an outbreak of E. coli O157:H7 was attributed to an Italian dried, sliced salami. The company involved with the outbreak and others analyzed hundreds of samples of whole chubs for the pathogen. It was never discovered in a whole chub, yet overnight, this particular style of product became hazardous. To demonstrate that the normal fermentation process was inadequate, a group prepared to make the product using a batter inoculated with the pathogen. The batter contained 1 x 109 E. coli O157:H7 per gram. The fermentation process did not achieve a 5-log reduction, so the researchers concluded that the process was unsafe. For a product to get this many pathogens in it, it would have to have been manufactured from almost pure dung. The numbers of pathogens should really not rival the starter culture (that is one reason starters are used). So no wonder the pathogens were not reduced significantly. Remember also that in real life, contaminated meat products contain less than 0.3 of this pathogen per gram.
Organic acids are excellent inhibitors of many organisms. In small amounts, they impart unique and often distinctive flavors to foods. At higher levels, they would make a food unpalatable. I have seen publications that report, for example, that the additional of 2% lactic acid to a formulation or product served to inhibit a particular organism. Did the researchers ever stop to consider that someone might want to eat that product? The flavor profile of such a formulation would probably be terrible. Remember always to take care when designing a challenge study, especially if it may be published. Consider cost, benefits, impact and whether it will meet your operation’s needs.
Challenges with New Systems
As noted earlier, there is a great deal of interest in new nonthermal processes. Among these are pulsed electric field (PEF), high hydrostatic pressure (HHP), pulsed light and ultraviolet light. When setting up studies with these systems, follow the same criteria and consider the same issues as noted above, but establish baseline performance because the need is even more critical. These are new processes, so it falls on the companies interested in the technology or the research institutions involved with the systems to develop the tools and methods to properly evaluate the processes and products for which they can be used. As these are new technologies, developers and potential users should approach them with an open mind. For example, I believe that many individuals concentrate too much on both pathogen reduction and large reductions in total count. If the process does not achieve a 5- or 6-log reduction, it is a failure or has no application. Think again. There are many ingredients and products for which buyers have established very rigid and often non-negotiable specifications. What if a treatment, such as pulsed electric fields or ultraviolet light, achieved a 1- or 2-log reduction only in a product or ingredient? It obviously would not be sterile, but it may well assure that that product will remain within an established specification. Such a process would not be a substitute for maintenance of GMPs, but it might pay off if out-of-compliance lots dropped from a few percent to zero.
Meeting the Challenge
As food processors, it is our duty to assure that manufactured products are safe and wholesome and have high quality. One of the tools for assuring that foods are microbiologically safe is the challenge study. This is particularly relevant these days, as industry tries to minimize processing and looks more and more at hurdle technologies. Failure to do appropriate studies can jeopardize a product’s position in the marketplace, simply because the processor failed to perform due diligence.
The key to setting up a challenge study is proper experimental design, which includes established objectives and methods of evaluating the study. Prior to conducting any such work, processors need to understand their existing systems and the baseline, but above all, must apply common sense and be realistic when designing and carrying out the study. Processors should consider whether the study utilizes conditions which are realistic, within legal boundaries, not cost-prohibitive, and which will produce a final product that will be acceptable to the ultimate user.
Richard F. Stier is a consulting food scientist with international experience in food safety (HACCP), food plant sanitation, quality systems, process optimization, GMP compliance and food microbiology. Among his many other affiliations, he is a member of the Institute of Food Technologists and an editorial advisor to Food Safety Magazine. Stier can be reached via e-mail at rickstier4@aol.com.
Looking for quick answers on food safety topics?
Try Ask FSM, our new smart AI search tool.
Ask FSM →






