Shipping and Receiving for Food Safety
Shipping and receiving are integral parts of all food processing and warehousing operations, both large and small. Raw materials, ingredients and packaging materials flow in, and finished goods move out to customers and/or distribution centers. Each operation manages these operations a bit differently. There may be a warehouse manager who handles both areas, or shipping and receiving can be managed by separate individuals. It is up to the manager to develop and draft the procedures, including monitoring and record keeping, train the staff and make sure that the procedures are being followed.
Receiving
One of the roles of the warehouse manager and his or her staff is to schedule both inbound and outbound shipments. Scheduling is essential to efficient operations and manpower utilization. Trucks that show up without an appointment are usually either turned away or could end up waiting for hours to find a slot for loading. The first person many inbound truckers meet is a plant’s security guard. Larger operations, which are almost always fenced, usually have a guard shack or monitor the gates via video or audio. In the latter case, inbound truckers ring up the office and are allowed onto the grounds, if they have been scheduled. Guards have different roles. Some are simply gatekeepers, who let in scheduled trucks, make sure the truckers understand the plant rules and sign them in and out. Others have an expanded role. One facility that I visited had a policy that stated only sealed trucks were allowed to make deliveries. The guard checked to see that the truck was sealed and, if so, confirmed that the seal number matched that on the bill of lading (BOL). If the truck was unsealed, the seal not intact or the seal did not match the BOL, the truck was turned away. This also applied to LTLs (trucks with less than a full load). The company’s policy was that LTLs had to be resealed at each stop, a new seal put on the doors and the new seal number entered on the BOL. This is one activity that is usually done at the receiving docks.
Establishing Procedures
Processors need to establish procedures for all types of delivery trucks: containers or vans, tank trucks, rail cars or even tanker ships. Let’s look at how a processor should handle inbound vans or containers. One program that processors need to develop is a policy for drivers. More and more food companies are constructing receiving offices. After the drivers park their vehicles, they are required to present their paperwork to the office. These offices are caged so that the truckers are unable to enter the warehouse proper. The offices are often built with a trucker’s waiting room, which includes a toilet, vending facilities to purchase food and even showers. Truckers are not allowed to wander the grounds. If the trucker needs to go into the warehouse, he or she will be escorted. The driver policies should be presented to the trucker at the guard shack as he enters the grounds and/or be posted in the receiving office. Truckers should never be allowed to enter the grounds with pets in the cab. All too often, the pets are taken out of the cabs and allowed to roam an area to do their business. Additionally, children should not be allowed to leave a cab or driver’s side. For safety reasons, children must be attended at all times in a busy loading/unloading area. The issue becomes most prominent during the summer school vacation months. Ideally, there should be no children allowed on grounds. If a company does establish such a policy, it should be made clear in advance to all delivery persons.
When a truck backs into the docks, several things must be done prior to unloading. As noted above, the receiving personnel should check the seals on the doors to ensure that they are intact and that the seal numbers match the BOL. If the security seals are intact, the doors may be opened and the next phase of receiving may begin. This is when the physical door seals are examined for any leaks, cuts, odors and other signs of potential problems. Loading dock staff must check the following:
1. The vehicles should be clean and in good condition.
2. There should be no evidence of insect or rodent infestation.
3. There should be no off odors that might be absorbed by the materials in the vehicle.
4. The product and the pallets on which the product was shipped should be in good physical condition.
5. For refrigerated or frozen deliveries, the products must meet established specifications for delivery, specifically in terms of temperature control.
6. The BOL must match what is in the vehicle.
7. There is no evidence of tampering.
8. If this is a refrigerated or frozen load, the cold air deflectors and the load temperature should be maintained properly in all four corners, especially at the backdoor.
Recording and Maintaining Data
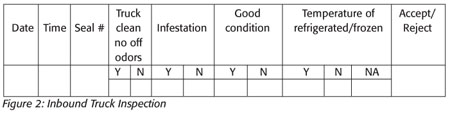
All of this information must be recorded. The kind of record that is used will vary with the operation. Some use one form for each inbound vehicle that highlights all the necessary information (Figure 1). Others use a form that allows many inbound shipments to be recorded on a single form (Figure 2). Some will even record the information on the BOL. If the delivery does not meet any of these criteria, it can be rejected outright. In many cases, if there is a question, the best bet is to contact the quality group and let them make the final call.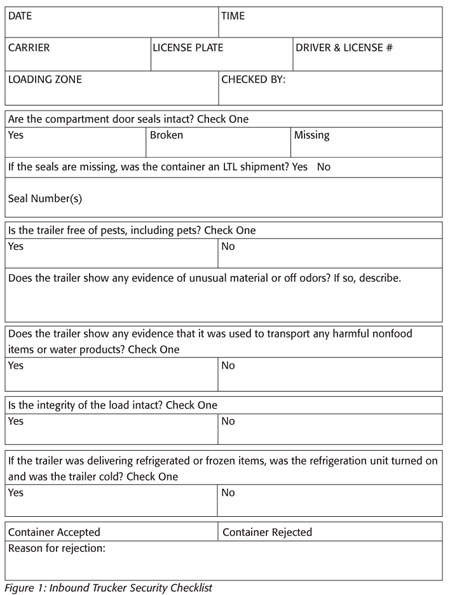
Smart processors receiving ingredients that are refrigerated or frozen will mandate that delivery vehicles be fitted with temperature recorders. The receiving crew should examine the recorders to ensure that the load was properly maintained during shipment. Copies of the recorder chart may also be retained as a permanent record.
Another policy that needs to be established is how certificates of analysis (COA) are to be handled. More and more food companies are demanding that a COA accompany each inbound raw material or ingredient. The company needs to establish the following:
• Who receives the COA?
• How is receiving notified that the COA has been received?
• Who will compare the COA with the existing specification to ensure that the delivery meets the specifications?
• Where will the COA be retained?
• Does the COA even relate to the product(s) and lot number(s) that are being received?
If COAs are required, the company needs to define what is to be done with lots for which no COA is received. If the lot is rejected, there are two options:
1. Reject the load and send the truck back to the vendor
2. Accept the load, place it on hold and notify the vendor that they must send a COA or the load will be sent back
If a load is rejected and returned to the vendor, the vendor will probably never make a similar error.
Controlling Allergens
The receiving docks may also be an integral part of the allergen control policy developed by many food processors. Most processors maintain a master list of all allergens that they purchase. This list should be updated as needed. A copy of the list should be provided to the receiving group. When products containing an allergen are delivered, the receiving crew are instructed to flag that item to make it clear to all that that ingredient contains an allergen. The tags that are applied are usually brightly colored. Colors of choice tend to be purple, lime green or iridescent orange. Many manufacturers are now flagging their own ingredients to emphasize that their products contain allergens. Even if the supplier has flagged the ingredient, the receiving crew will be required to add their own tag if that is their policy. Flagging materials at receiving also serves to remind the warehouse people that they are handling an allergen, which must be handled and stored according to the company’s allergen control program.
Tracking Incoming Product
Finally, the receiving and/or warehouse people may be responsible for helping in the company’s ingredient tracking program. They may be asked to apply bar codes that can be used for tracking the materials when they are used, or they may simply be asked to enter the lot numbers and ingredients into an inventory system. Some companies place bar codes on every case that comes in. When such a system is managed correctly, each case or lot that is received can be tracked. Each case that is shipped may also be tracked with a well-managed bar code system. For processors using raw agricultural produce, the receiving group must also verify that all incoming products have the appropriate documentation that will allow traceability back to their supplier, which may mean back to the farmer and his field. The Produce Traceability Initiative, or PTI, may be accessed at www.producetraceability.org. This is a multiyear, all-industry effort to standardize the traceability information that should be on every case of fresh fruits and vegetables, and the documentation that should accompany each shipment as it moves through the supply chain. The PTI is currently being examined by the U.S. Food and Drug Administration and other groups as a model for products beyond fresh produce.
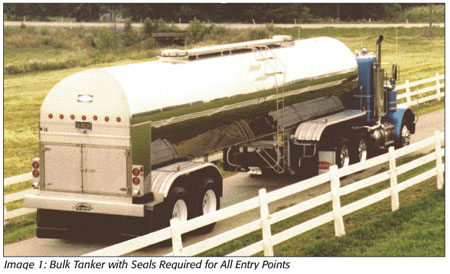
Many processors purchase ingredients in bulk. Bulk purchases include grains, flours, seeds and a wide range of fluids, such as sugars, vinegar, juices and edible oils. How about looking at what is expected when using bulk fluids? When purchasing bulk liquids, certain things must be done. Most tank trucks include several entry points. There are hatches or manholes on the top and pipes at the rear or bottom of the tanker for unloading. Each of these must be locked and have an intact numbered security seal (Image 1). The seal number for each entry point must be recorded on the BOL. If any of the entry ports is opened or the seal is broken or does not match what is on the BOL, the load must be rejected. There is too great a chance that load has been adulterated or, in the worst case, been subjected to an act of bioterrorism.
There is one other element that all processors using bulk fluids must build into their quality program for receiving. Receiving personnel need to be trained in how to properly unload the bulk system. Who will clean and sterilize the hose hookups must be defined and documented. If there is a hose on the truck, it must be inspected and evaluated to determine whether it is acceptable for unloading. If the new delivery is commingled with product that is currently in bulk storage, the company will compromise traceability. If so, there should be a documented risk assessment on this point, indicating that they are aware of the potential risk and have accepted it as part of doing business. If there are organic or religious requirements, procedures that define how to handle this kind of bulk material during unloading and storage may be different from the normal procedures.
Vehicle Tank Washing
When the vehicle arrives at the plant, the driver must present documentation indicating the tanker has been washed: a wash tag. As part of the tank wash program, processors should mandate that the tank trucks use only tank wash facilities that have been audited by the company or a third-party auditor, and verified as being effective. According to Tammy Smith of Global Quality Systems, there are many tank wash facilities throughout the country to choose from. Unless a tank wash facility has good-quality programs and systems/documentation in place to monitor its activities and have reproducibility in the wash bay, they should not be used for washing food-grade tanks. The transportation piece of the food system has for many years been neglected. As we have learned from previous recalls (e.g., Schwan’s ice cream, fresh produce, etc.), transportation is an important piece of the food system. A food-grade tank wash facility should have as part of their quality program a minimum of the following documents:
• Good Manufacturing Practices (which should follow the requirements contained within the 21 CFR Part 110)
• Pest control policy (preferably outsourced to an external vendor)
• Training policy
• Chemical safety and handling policy
• Security policy
• Tank wash procedures
• Hazard Analysis and Critical Control Points (if applicable)
• Equipment maintenance and calibration manuals and records
A proper wash must document the time (length of wash cycle), temperature of water/detergent during wash cycle, concentration of the detergent during the detergent cycle, the sanitizer concentration during the sanitizing cycle and the flow (or psi) at the spinner nozzle during the wash cycle.
A fully automated wash cycle with electronic capturing of the data is the best system to have in place. In the event of a foodborne outbreak, it may be traced back that the tank was improperly washed and thus come back to the washing facility to present information on how the tank was washed. It is imperative that the wash facility be able to document how the tank wash was conducted.
Monitoring Sanitation and Security
In addition, programs for receiving bulk liquids must include requirements for sanitary design and operations of the plant’s receiving facilities. The receiving ports must be cleanable and locked when not in use. The receiving area itself should be caged or locked to minimize access by unauthorized personnel. Signage should be posted stating just that. The hoses or pipes used to make the transfer must be cleaned between uses, stored to minimize the potential for contamination and capped when not in use. It is imperative that transfer procedures be properly followed and documented. When receiving bulk liquids, COAs must be available and reviewed prior to making the transfer.
Finally, the receiving group should keep a camera in the receiving offices. The camera will be used to record problem deliveries, such as seals that are broken or missing or damaged loads. These are situations where a picture is worth a thousand words. Some food safety experts believe that companies should use a film camera instead of a digital one. They maintain that prints or slides can’t be “photoshopped” and will, therefore, provide better evidence if the situation ever went to court.
Shipping
Many of the same basic principles discussed during receiving apply to shipping. Whereas receiving is an integral part of a company’s programs to track ingredients, raw materials and packaging, shipping is essential for properly tracking their finished products. When preparing shipments, it is imperative that the shipping documents include the following information:
• Item number
• Amount of product being shipped
• Lot numbers for all items being shipped
• Destination
When loading a truck, the shipping personnel must verify that the shipping documents match what is being loaded. The use of bar codes on cases and pallets can facilitate this. In addition, the bar code will tell a warehouseperson whether a product is available for “picking.” Products on hold should not be accessible in a well-managed system. One rule that will enhance traceability is to prohibit mixing lot numbers and different products on a single pallet. In fact, it would be wise to establish a policy absolutely forbidding mixed pallets. Two or three partial pallets are much easier to deal with than a single mixed pallet.
Documentation
The best way to ensure that a load matches the BOL is to get the products or pallets going into the van staged ahead of time on or around the dock. This way, the shipping supervisor or one of his or her people can easily check each pallet.
As in receiving, the crew at the loading dock must inspect the vehicle before it is loaded. The vehicle should be:
• Clean
• In good condition
• Have no off odors
• Pest-free
This information may be recorded on a BOL, an invoice form similar to that seen in Figure 1 or like one in Figure 3. The bottom line is that the shipper wants to document that the truck used for shipping their goods was in good condition. If it does not meet these basic criteria, send it away and tell the shipping company to bring in another unit.

In addition, if the product being loaded is a refrigerated or frozen product, the vehicle should be precooled and the refrigeration unit should be in operation. The shipper needs to document that this has been done. With these kinds of products, the shipping crew should load the vehicle so that air circulation effectively keeps the products cold or frozen. Loading should ensure adequate air circulation and uniform cooling. One of the disadvantages of loading a container with cased products not on a pallet is that they are packed so tightly that air circulation is compromised. Additionally, containers loaded like this must be unloaded by hand and re-palletized at their endpoint. The container should also have a temperature-monitoring device that is properly functioning. This will help ensure that the refrigerated van is properly operated during transit.
There are now companies that have equipped their refrigerated vans with global-positioning devices that allow the company to track not only where the unit is, but also the temperature of the unit during transit. Truckers apparently dislike these devices since they tell the shipping company whether the trucker has decided to take detours or make unscheduled stops.
Most truckers want to check their loads prior to closing the van. If this is the case, the trucker must be escorted when he or she comes onto the loading dock. All they should be doing is checking the load and signing off. Once this is done, the person should be escorted back to the shipping office. As noted earlier, they really have no business in the warehouse. If the trucker does wish to check the load, treat the individual as a visitor and make sure that he or she signs in, is made aware of company rules and is properly dressed.
Food Defense
Given the concerns about bioterrorism and food security, processors should seriously consider utilizing tamper-evident seals or packaging on their products. The shipping people can verify this prior to loading. Most companies that pack drums or totes, whether they contain juice concentrates or dried onion powder, utilize a seal on these kinds of containers. More and more processors are using tamper-evident stretch wrap or other tools to help protect cased goods. This may well become mandatory in the future, so it would not hurt to begin looking now at such products.
It is often very useful to photograph each load prior to closing up the container or van. Photographs can document that the shipper has been properly loaded and that dunnage has been used to minimize potential load shifts during transit. Some operations photograph every pallet prior to loading to document that orders have been properly filled. This is a useful tool if a customer claims that they were “shorted.” Photographs can also be used to solve complaints. One company with whom I worked many years ago was shipping bulk tomato paste (totes) to the East Coast by rail. The customer complained constantly that there was excessive damage when received. The processor addressed the issue by photographing every rail car before it was sealed to show that the car had been loaded properly and that they had used the necessary cushioning. They also loaded motion sensors in each car. The motion sensors and the photographs clearly showed that the fault was with the railroad. The trains descended the eastern slopes of the Sierras at speeds that caused the totes to shift and suffer damage.
When the product is loaded and signed off by the driver, it is time to close the doors. Once the doors are closed, they should be locked and sealed. The same applies whether a company has loaded a tanker truck, a rail car for liquids or dry goods or container for export. The seal must be recorded on the BOL. Hopefully, it will be intact when the product arrives at its destination.
The global economy, renewed interest and commitment to food safety and concerns about acts of bioterrorism have changed the way the food industry does business for the better. A key part of that improvement is how products are shipped and received. Take a look at how you are managing these programs now and ask yourselves, “Can we do better?” I would hazard a guess that the answer will be yes, so get to it.

Richard F. Stier is a consulting food scientist with international experience in food safety (HACCP), plant sanitation, quality systems, process optimization, Good Manufacturing Practices compliance and microbiology. Among his many affiliations, he is a member of the Institute of Food Technologists and an editorial adviser to Food Safety Magazine. He can be reached at rickstier4@aol.com. >
Looking for quick answers on food safety topics?
Try Ask FSM, our new smart AI search tool.
Ask FSM →







