Focused Improvement Teams: FITted for Success
How many times during your career have you been privy to management presentations that use phrases such as “high speed low drag,” or “continue to deliver solid results faster,” and even this elegant soliloquy: “The synergy present within our streamlined organization will afford us the opportunity to achieve greater results at a faster pace while employing less resources.” One does not need to utilize cryptanalysis to interpret that all of the above statements really translate to this phrase: “Get ready to do more with less, people.”
Rampant technological innovation has led to further factory automation and, when coupled with applied Lean Manufacturing theory, positive business impacts are made by reducing waste and increasing labor utilization within supply chains—all while steadily increasing capacity. The added duties thrust upon most food safety and quality assurance/control (QA/QC) functions during this time may not be visible to senior management, however; and frankly, the scope of the food safety professional can become staggering during such periods of rapid growth. With continued globalization and consolidation within many sectors of the food industry, it is highly likely that this trend will not be reversed in the short term.
In my experience, the presiding management of typical organizations are very adept at providing resources to QA and food safety functions during times of crisis or other broadly felt organizational pain (i.e., high off-grade percentages, low customer service rates, and/or an immediate demand for improvement originating from a large influential customer). More often than not the same management body will revert to stringent resource allotment or downsizing tactics during stable periods due to a perceived lack of return on investment from the safety and regulatory functions. Obviously, when you are one of the few surviving members of an organization it may be difficult to sustain delivery against your fundamental objective—let alone drive continuous improvement against multiple initiatives. Furthermore, when one’s function is labeled as “just” a technical resource or viewed simply as indirect labor, it is very easy to feel as if you are being dropped off on a deserted island by your peers as the rest of the organization appears to drift away, toasting short-term business results on the cruise ship Celebration.
If this description hits close to home, please do not despair. There is hope for rejoining—and potentially re-energizing—your management team while simultaneously aiding the organization to reduce unforeseen risk to its established brand equity. Employing a Focused Improvement Team (FIT) methodology can drive rapid improvements against known opportunities, and as food safety professionals we should be leading the charge for implementing FIT to bolster the food safety management system (FSMS) within the organization. When used properly, FIT can transform a poor FSMS into a solid one, and a well-performing FSMS may evolve to unprecedented benchmark status. The paragraphs that follow are offered as a preparatory primer to aid you in:
1. Selling your own organization on the need for FIT
2. Selecting the appropriate FIT project
3. Brokering the necessary organizational resources for driving a FIT initiative
4. Leading a FIT that drives measurable reduction in risk while simultaneously positively affecting other key performance indicators (KPIs) of the business
What is a Good FIT?
A FIT can be defined as a cross-functional team whose sole purpose of existence is to address a well-defined opportunity or other issue facing the organization. The membership and duration of a FIT is typically determined by the scope, complexity and severity of whatever issue is to be resolved. FITs differ from typical Hazard Analysis and Critical Control Point (HACCP) teams because they are inherently of limited duration (once an issue is resolved the team is disbanded), and the FIT does not wholly own any system nor are they responsible for the maintenance of the system that is being addressed during their activities. The responsibility for ongoing system maintenance and upkeep is to be taken by the process owner or dedicated sponsor of the FIT project.
What makes the FIT concept attractive to most managers operating within a Lean Manufacturing culture is that the intent and focus resembles that of a Kaizen organization: driving ongoing continuous improvement within a short duration. The greatest difference is that the FIT is usually assembled for a lengthier duration and the team members are expected to perform FIT duties in addition to their normal activities.
With the first quarter underway, your organization is at this moment being tasked with driving incremental improvement upon all of its key performance indicators. There is no better time than the present to develop a strategic plan that outlines the tactical initiatives that a cross-functional team can quickly address. The potential FIT projects should lean heavily towards the proactive needs of the organization, unless your FSMS has not progressed past the 50th percentile (see Table 1 for benchmarking your FSMS). If the FSMS is at or below the 50th percentile, the duties of the FIT team should be focused on bolstering areas such as prerequisite programs, root cause analysis, sanitation issues and/or development of various baseline measures. Even increasing the resolution of internal/external surveillance systems (audit results, rejections, consumer contacts and setting event thresholds) is in the realm of a FIT.
Let’s now contrast the approach of a Focused Improvement Team working on allergen management at a 50th percentile organization versus an 85th percentile organization. Within a company that is at the 50th percentile benchmark, the FIT may focus resources on assuring products containing allergens are properly labeled (the labeling step was previously identified as a CCP within the organization’s HACCP plan and has recently been exceeded). The team will be tasked with their duties and a charter is in place with the measurable goal of reducing the number of incidents of known mislabeling by 95%. The group will attempt to achieve the goal by identifying the primary controls that could be put in place to prevent future allergen-containing material mislabeling events. Product traceability, sanitation and label approval/inspection systems are all areas that could be considered by this FIT.
The 50th percentile team membership will most likely be represented by personnel from the operations, QA and inventory control functions. The dynamics of the team will seem more like that of a corrective and preventive action session, and procedures, workflow and inventory control practices will be scrutinized over several weeks. Moderated daily meetings are held to understand the path forward and identify any barriers present within the organization. Additionally, the minutes of this meeting are kept and submitted to the project sponsor for review. The FIT leader ensures that the team remains focused and that action items are addressed promptly. The end product of this team may include newly designated inventory storage areas, additional work instructions for personnel, additional prerequisite controls around inspection of incoming label, and maybe even a capital appropriation for continuous scanning equipment.
The 85th percentile organization is also working to reduce the risk of introducing this chemical hazard; however, their focus is more upstream than that of their 50th percentile counterparts. The allergen issue was flagged by the facility’s audit tracking program, which identified repetitive deficiencies in the labeling process controls. Retraining employees on specific work instructions is not proving to be an effective preventive action. The label/carton storage areas also have been encroached upon due to the organization’s need to build a full pipeline of new products that are soon to be launched. Their warehouse is currently bulging at roughly a 90% utilization level and auditors are now noting that partial boxes of labels are being commingled on the same racks. The overall FIT goal is to decrease the number of non-conforming audits of the labeling storage and application process by 50%, while also optimizing the label supply over a four-week period.
The team members for the 85th percentile organization’s FIT are personnel from the operations, QA, inventory control, industrial engineering, purchasing and product development functions. The commitment level is presented as 20% of each member’s available time. Some deliverables that the team has focused on are streamlining the amount of work-in-process (WIP) to lower the probability of a mislabeling event ever occurring. The team is also evaluating the substitution of less costly functional ingredients into the product (i.e., yam flour versus wheat flour) to reduce risk and drive improvement to the cost of goods. Implementation of a pull-through inventory system (Kanban) begins at the plant to reduce the number of labels or cartons that could potentially be mishandled within the swelling on-hand inventory.
The Brokering of Resources for the FIT Project
When approaching management for additional resources the obvious question will be how will this team benefit the organization versus keeping the resources allocated to other projects. The answer to this question will differ by your situation, but should always be based on clear risk assessment and risk management practices. We, as food safety professionals, typically miss several critical aspects of the “selling role” for brokering resources for activities such as FIT. Let’s briefly cover what aspects represent required due diligence prior to making your pitch.
Provide clear and concise communication of not only the risk, but the potential benefit of evolving the organization from the status quo. Whether we like it or not many times the food safety and quality functions are viewed as Henny Penny. This label is deeply rooted in reactive organizations where the food safety/QA function engage with senior management only when the sky is, in fact, falling. Your request for assistance is more likely to be addressed if you engage stakeholders in a non-crisis setting while presenting gap analysis data, benchmarks for improvement and a plan for preserving/growing the position of the brand. From a communications aspect, simply stating requirements in terms such as, “If I don’t get help from Bob’s marketing group, we’re doomed!” doesn’t convey poise let alone provide any information on the scope and severity of the issue for which the resources are desired.
Present a measurable goal to be attained, as well as the necessary level of resource commitment for its achievement. Decide on a timeline for completion, and then present a well-developed strategy that utilizes the appropriate resources and clearly correlates to the final objective. Improvement projects that lack the above elements (i.e., that aren’t focused) can be defined as “zombie projects”: they never live and flourish, they never seem to die or fade away, and the project teams simply take up space while consuming resources. Presenting a well-developed plan that enlists a member of marketing, operations, product development and purchasing to spend 15% of their time on a FIT whose clear goal is to reduce mislabeling complaints by 75% over the next three months is far more attractive than: “We have to get more resources to help us regain control over mislabeling, so can’t we free up a purchasing resource to help us deal with the vendor side?”
Once the scope and need have been presented now is the time to show that you understand how to think strategically and that you also comprehend the role that other functional areas play in the bigger picture. For instance, if your goal is to ensure that a certain ingredient is never inadvertently brought into a facility, wouldn’t it make more sense to engage the product development up front, as well as operations and logistics resources? The thought process here is that by engaging product development early and making them aware of the organizational priority, the research and development department may think twice before developing another product containing milk casein. Understand that the linkage between need and resource must be crystal clear or else there is a high probability that the resource will not be provided. And, if they are confused, they definitely will have a difficult time understanding their role.
Provide a list of risk-based alternatives and conditional outcomes that were considered prior to any conclusion that a FIT was the correct path forward. Realize that presenting a range of options and correlated risk mitigation is more attractive to decision makers than providing just a single course of action. The options should range from choosing to do nothing all the way to a full blown FIT initiative. Simply showing up with a single option could be the difference between being perceived as having an “agenda” versus being viewed as a valuable asset to the company that can help prioritize against various initiatives. In my experience, I have yet to see a change implemented as rapidly as the root opportunity was identified so be realistic but aggressive when communicating timelines for a path forward. Also realize that a good plan is just that and in reality sometimes taking action is only marginally better, from a risk management perspective, than doing nothing and dispatching resources to address other priorities.
Leading the FIT
Unfortunately, a FIT can have adequate resources and a clear charter and still not produce measurable improvements. Strong leadership is necessary to keep the FIT delivering against their objectives. Ensuring that every team member has a clear understanding of the goal and how it relates to the business is crucial. Sometimes it is difficult to assemble a team of known limited duration due to the obvious “norming and storming” that are part of team dynamics. What is important is that you, as the leader, don’t allow the team members to hold back or remain in the box while still keeping group meetings highly efficient and on schedule.
One way to do this is by sticking to the established meeting schedule and written agenda. In the storming phase many ideas and topics will be rapidly introduced but some, although quite good, will not be relevant to solving the issue at hand. Having a formal “parking lot” for these ideas is important because they may come in handy for the next FIT or cost-savings initiative. Also, being able to quickly recognize when a member is off-topic and tactfully redirecting their focus is a key leadership activity.
Posing relevant questions to the group versus statements of fact can help maintain a healthy flow of quality ideas. A person’s mind typically triggers to action when asked a direct question, whereas simply presenting a statement of need often drives categorization of agreement or disdain for the concept presented that can lead to non-productive periods of argument. As an example, the question, “How do we prevent partial boxes from becoming commingled?” sets a totally different thought process into motion than does the question, “We obviously shouldn’t have partial boxes sitting on top of each other, so what’s the plan?”
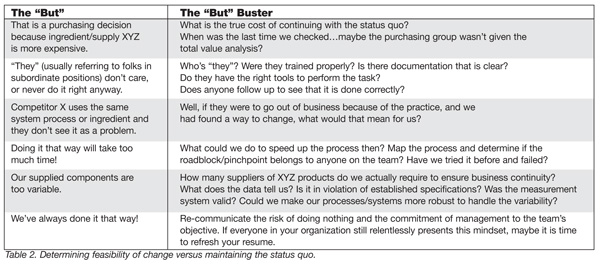
As new solutions and processes are being discussed in a FIT meeting, members may hold on to false premises about feasibility. Obviously, objections to a novel approach may be valid but finding the true “why” is critical so that the team doesn’t miss out on an optimal solution. There are usually common paradigms that people maintain during such conversations, and there are some useful retorts that may help the team push past a poorly based objection when needed change is readily apparent. Table 2 illustrates a number of common objections to change coupled with their complementary potential path forward. Always be respectful of the varying opinions of others, but in the end data and facts should be the litmus test used to judge the feasibility of any proffered solution.
As the FIT implements against the various action items you, as the leader, must ensure that all members are treated equally when deadlines are encroached upon. Review the status of the action items and prepare to ask why often, but be sure to hold yourself accountable to the same standard. Before accepting a back-up date from a team member, check that he or she is being realistic. Sometimes individuals get nervous and ask for more time without truly understanding the sticking points. Be supportive of your team by rebalancing effort as needed as all team members must understand that FITs are performed while everything else is still piling up on everyone’s plate. Remember that the FIT was supported by the organization for a reason, so a member who downplays its importance day after day should be dealt with in a separate setting—and potentially in the presence of their immediate manager.
Finally, as an effective team leader you should feel comfortable giving credit to team members when they perform well. Working on a FIT should be fun because you are being proactive, and hopefully, making the future less hectic for everyone. Remember to celebrate and publicize the team’s success, learn from your failures and don’t be afraid to let people know that you truly appreciate their efforts via public recognition. Before too long you and your teammates will be setting sail on a new course of proactivity, while your former island home slowly disappears from the visible horizon.
Doug Peariso is President of Contemporary Process Solutions LLC, a Windsor, CO-based independent consulting firm offering expertise to food companies in delivering sustainable product safety and business improvements. Previously Peariso held roles in both quality assurance and manufacturing operations with companies such as Campbell Soup, Clorox and Gerber Products. During his tenure at Gerber Products Peariso oversaw several key areas of their business. As the Senior Quality Assurance Manager he was responsible for the oversight of the quality systems and personnel within Gerber’s North American food manufacturing facilities (comprising more than 80% of the domestic baby food category). Doug transitioned to the role of Business Unit Manager later in his career at Gerber, and assumed operational responsibility for their aseptic food processing operations while developing the continuous improvement organization. Peariso is an ASQ Certified Six Sigma Black Belt, an ASQ Certified Hazard Analysis and Critical Control Point (HACCP) Auditor, and the author of the book, Preventing Foreign Material Contamination of Foods (Blackwell Publishing). He is a member of the Food Safety Magazine Editorial Advisory Board and can be reached at doug.peariso@cps4you.com.
>




