New Washdown Conveyor System for Food Cans, Cups
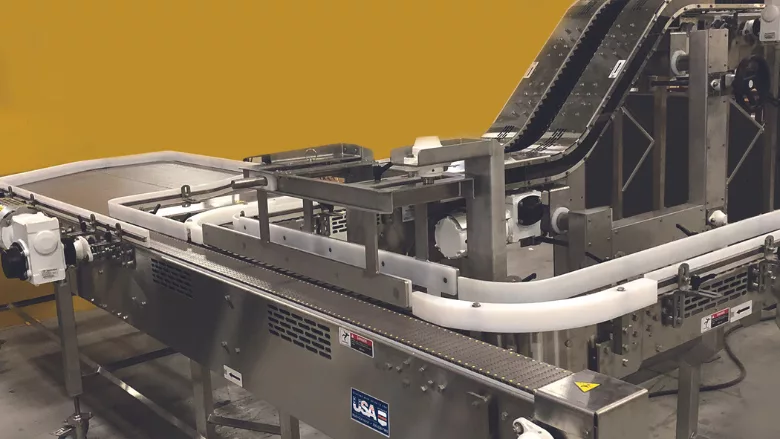
Image provided by Multi-Conveyor
Multi-Conveyor recently built a stainless steel, washdown-constructed conveyor system for cans and cups of food product.
The conveyors transport empty cans through processes of air rinse cleaner, invert and revert, filler, check-weigher; and X-ray. Products then travel through a liquid rinse, air dry, and inverts again. Next, cans move through two 90° curves and a gripper incline, then onto an upper-level reflow accumulation table.
Shown in a video, an S-shaped incline grips individual units and elevates them to over 5 ft in a small footprint. Products are gently gripped by a pair of side-by-side parallel conveyors that use neoprene gripper bulb chains to control product, delivering units to an elevated accumulation table. The upper accumulation table allows product to recirculate until it is manually removed by operators for insertion into a retort basket.
A manually operated gate is also installed prior to the gripper, allowing customers to reroute product onto a secondary portable line. The section is attached with simple pin-pull and is used to feed a separate recirculating reflow accumulation table upstream of a secondary retort.
Reflow accumulation continually recirculates product until each can or tub is guided to an operator for manual removal. In general, accumulation conveyors provide a means to temporarily store product, allowing additional time or distance ahead of a downstream operation.
Multi-Conveyor: multi-conveyor.com
Looking for quick answers on food safety topics?
Try Ask FSM, our new smart AI search tool.
Ask FSM →






